Download
1 / 37
370 likes | 698 Vues
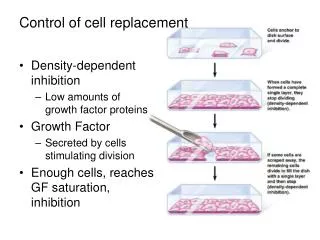
Color Control of Cell Phone Housings . Konica Minolta Sensing, Inc. Color control of cell phone housings. Set color standards for each part , since even if the same paint is used, the painted color may be different.

E N D
Color Control of Cell Phone Housings Konica Minolta Sensing, Inc.
Color control of cell phone housings • Set color standards for each part, since even if the same paint is used, the painted color may be different. • Set different control tolerances according to how noticeable the part is and the manufacturing conditions for the part. • Use trend graphs to control color shifts between lots.
Set color standards for each part, since even if the same paint is used, the painted color may be different.
Set color standards for each part, since even if the same paint is used, the painted color may be different. Cell phone housings are made up of multiple parts
Set color standards for each part, since even if the same paint is used, the painted color may be different. Even if the same paint is used, depending on part size/shape, painting conditions (painting speed, number of coats) may be different, causing differences in paint layer thickness, glitter material distribution, etc. The result is slight differences in measured values. L=32.47 a=45.44 b=21.29 L=31.65 a=44.97 b=20.80 Even though the paint is the same, measured values are completely different
Set color standards for each part, since even if the same paint is used, the painted color may be different. Measurement of parts which are rounded or which become distorted under the force applied by the measuring instrument require care when measuring, since there is a gap between the part surface and the instrument's measuring aperture, resulting in values which are different than those which would be measured if the surface was flat. Care must also be taken when measuring parts which are smaller than the instrument's measuring aperture. Rounded parts Distorted parts Small parts Measuring aperture
Set color standards for each part, since even if the same paint is used, the painted color may be different. Rounded parts can be measured if the same measurement point is always used and measurements are taken the same way. First measurement First measurement Second measurement Second measurement OK NG
Set color standards for each part, since even if the same paint is used, the painted color may be different. Parts which may be distorted can be measured if the force applied to the part by the measuring instrument is kept uniform, such as by inverting the instrument so the measuring aperture faces upward and placing the part on top of the instrument. First measurement First measurement Second measurement Second measurement NG OK
Set color standards for each part, since even if the same paint is used, the painted color may be different. Parts which are smaller than the instrument's measuring area can be measured if the relative positions of the aperture and part are kept constant and the area within the measuring aperture but not covered by the part is kept uniform. Color control is relative to the target color. First measurement First measurement Second measurement Second measurement NG OK
Set color standards for each part, since even if the same paint is used, the painted color may be different. Since painting conditions and measurement conditions are different for each part, it is necessary to select one of each type of part as the standard part for that type, measure it, and set the measurement results as the standard color for that part type.
Set color standards for each part, since even if the same paint is used, the painted color may be different. Since the shape of each part is different, if the same position isn't measured every time, measurement results will vary. Attach a photo specifying the measurement point for each part. You can add a marker to indicate the measurement point.
Set different control tolerances according to how noticeable the part is and the manufacturing conditions for the part.
Set different control tolerances according to how noticeable the part is and the manufacturing conditions for the part. When a product is assembled, there are parts which are very noticeable and parts which are less noticeable. Because of this, although tight tolerances should be set for very noticeable parts, setting looser tolerances for parts which are less noticeable is acceptable. Very noticeable part Less noticeable part Tolerances DL*=1.0 Da*=0.3 Db*=0.5 Tolerances DL*=1.4 Da*=0.5 Db*=0.7 Note: Tight and loose tolerances should differ up to around 0.5 in terms of DE*ab.
Set different control tolerances according to how noticeable the part is and the manufacturing conditions for the part. Depending on part characteristics such as shape, etc., there are cases where it is difficult to paint a part in the same way as for other parts, making it difficult to control its color using a standard part. In such case, feasible actual control tolerances should be provided to the customer beforehand for approval. Standard part Part which is difficult to paint Tolerances DL*=1.0 Da*=0.3 Db*=0.5 Tolerances DL*=1.4 Da*=0.5 Db*=0.7
Use DE*94 for controlling colored parts Details Color control by DE*ab results in a spherical region, and DL*, Da*, Db* results in a cubic region, but color difference judgment by human eye results in ellipsoidal regions in color spaces. Because of this, DE*94, in which color control is performed using ellipsoidal regions, is very useful. Setting the control tolerances should be performed by measuring past acceptable and unacceptable parts, and creating the ellipsoid accordingly. Setting the ellipsoid size l=Lightness-direction shape c=Saturation-direction shape h=Hue-direction shape Setting DE*94 control tolerances DE*94 control tolerances and distribution of measurements
Use DL*, Da*, Db* for controlling parts colored silver or similar colors The color of parts colored silver or similar colors differ mainly in lightness, and do not differ much in color. Because of this, looser tolerances should be set for lightness, and tight tolerances for color. An actual example is shown below. Silver-colored parts Tolerances DL*=1.5 to 2.2 Da*=0.3 Db*=0.5
Use trend graphs to control color shifts between lots.
Use trend graphs to control color shifts between lots. During assembly, when the quantity of parts becomes low, the parts from a lot received early may be mixed with parts from lot received later. Mixed here
Use trend graphs to control color shifts between lots. Although both lots look OK compared to the upper and lower limit samples, in some cases the color differences may be remarkable and can cause problems Upper/ lower limit samples When lots are mixed...
Use trend graphs to control color shifts between lots. Trend graphs are useful for controlling color shifts between lots and eliminating the problem of color shifts between lots. 1st lot 3rd lot 4th lot 2nd lot 1st lot 3rd lot 4th lot 2nd lot
Use trend graphs to control color shifts between lots. Attaching a trend graph to the delivery report makes judgment easy.
Recommended screen layout for color control of cell phone housings Shown in SpectraMagic® NX
Recommended screen layout for color control of cell phone housings (Shown in SpectraMagic® NX)
Other points requiring attention (2 points)
Other points requiring attention1. Be careful of metamerism in parts using different paints. Different paint makers use different paints, so care must be taken regarding metamerism. Metamerism is the phenomenon that objects which appeared to have the same color under one light source (the sun, for example) appear to have different colors under another light source (fluorescent lamps, for example). Standard plate Sample Standard plate Sample Same color Different colors
1/6 D65 光源の分光分布 ① ①×②×③ ①×② 基準板の分光反射率 ② Spectral response of human eye (Tristimulus values) ③
2/6 ①×②´×③ Spectral response of human eye (Tristimulus values) ①×②´ ③
3/6 ①×②×③ ①×②´×③ Same amount Same amount ⊿E*ab=0 Same amount Same color
4/6 ①×②×③ Spectral response of human eye (Tristimulus values) ①×② ③
5/6 ①×②´×③ Spectral response of human eye (Tristimulus values) ①×②´ ③
6/6 ①×②×③ ①×②´×③ Different amount Different amount ⊿E*ab=1.5 Different amount Different color
Other points requiring attention2. Metallic paints appear different at different viewing angles Metallic paints have aluminum or mica flakes (minute thin chips) mixed in. These flakes face the surface at almost the same angle, but there is sufficient variation that specular light is reflected at a variety of angles Light reflected specularly from flake surfaces
Other points requiring attention2. Metallic paints appear different at different viewing angles Light component specularly reflected from paint layer Light component specularly reflected from surfaces of flakes Since the amount of specularly reflected light is different depending on the angle, it also appears very different to the human eye. This is called "flip-flop" Incident light Diffusely reflected light component
Other points requiring attention2. Metallic paints appear different at different viewing angles For color control (flip-flop control) of metallic paints, evaluation from multiple directions is good. The directions should include the highlight direction (with the influence of specularly reflected light) and the shade direction (without the influence of specularly reflected light). Since different paint makers offer different paints, flip-flop control is necessary. Multi-direction ring illumination
Return Advantage of DE*94 Color discrimination regions of human eye and Da*, Db*, and DE*ab Example of control tolerances in DE*94 Note: Color discrimination regions (ellipses) shown 10X actual size. Ellipse size and shape can be freely set.