Download
1 / 29
290 likes | 382 Vues
A re-wiring techique for MDT chambers. The W-Re wire is driven to pass through the two endplugs with the help of a clean air jet. Summary. Introduzione Estrazione del filo rotto Preparazione del tubo da rifilare Rifilatura Tensionamento Misura dello stretch del filo Prove di centraggio

E N D
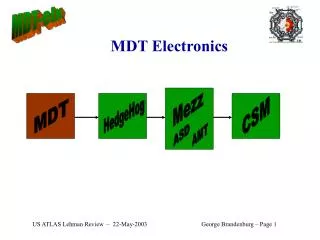
A re-wiring techique for MDT chambers The W-Re wire is driven to pass through the two endplugs with the help of a clean air jet MDT Italia - Cosenza 12 feb. 2004
Summary • Introduzione • Estrazione del filo rotto • Preparazione del tubo da rifilare • Rifilatura • Tensionamento • Misura dello stretch del filo • Prove di centraggio • Test HV e spettri dei tempi • Risultati • Conclusioni MDT Italia - Cosenza 12 feb. 2004
Introduzione Dopo circa un anno dall’assemblaggio delle camere Rm014÷Rm022, abbiamo riscontrato ben 20 tubi con il filo sfilato dal pin di rame (tutti dal lato RO): • Rm014 aveva 15 tubi in corto circuito dal lato HV • Rm015 aveva 2 tubi in corto circuito dal lato HV • Rm019 aveva 3 tubi in corto circuito dal lato HV Per evitare che altri tubi seguissero sorte analoga si è provveduto ad eseguire il ricrimp e la saldatura di tutti i 2382 fili delle camere menzionate. Il ricrimp del pin è stato eseguito con una pinza a scatto (ganasce piatte con gap di 0,70mm). Solo dopo è stata eseguita la saldatura del filo al pin (ad eccezione di un ML della RM1016 lato HV e di uno della RM1017 lato RO). Le operazioni di curing hanno comportato la perdita di 63 fili: • 2/2256 per saldatura • 32/2256 per ricrimp • 16/576 per ricrimp eseguita da Rm1 • 13/576 per saldatura dopo ricrimp di Rm1 (Rm016 e Rm017) Circa il 2,9% dei tubi delle camere Rm014÷Rm022 è inservibile. E’ fondamentale intervenire ora per ristabilire la loro piena efficienza con un metodo semplice e veloce. MDT Italia - Cosenza 12 feb. 2004
Recrimp e saldatura pin Lato debole MDT Italia - Cosenza 12 feb. 2004
Estrazione del filo L’estrazione del filo rotto è il vero tallone di Achille del metodo di rewiring qui presentato; infatti quando un filo teso si rompe tende ad aggrovigliarsi su se stesso e a formare una piccola “matassa”. Estrarre un filo di tungsteno da 0,050mm di diametro, teso a 350g, da un foro di 0,400mm risulta impossibile se la “matassa” di filo non riesce a superare il locatore. MDT Italia - Cosenza 12 feb. 2004
Estrazione del filo: strumenti Matassa Ispezione dal foro gas Estrattore del pin MDT Italia - Cosenza 12 feb. 2004
Estrazione del filo E’ stato necessario, quindi, mettere a punto un metodo di estrazione efficace ed un sistema di misura della lunghezza dello spezzone di filo estratto. • Training (Rm1, Cs) • Pesare lo spezzone di filo estratto MDT Italia - Cosenza 12 feb. 2004
Bilancia analitica (risoluzione = 0,0001g) Stima di l da un sample di 50 spezzoni di filo (rocchetti differenti): l = (3,88±0,8%rms) 10-5 g/mm Stima della lunghezza di filo nel tubo: Lfilo pin-pin = 2722,5mm (Lpin=11mm) DLfilo dopo stretch = 11,91mm Lfilo (minima) = 2688,6mm Lfilo (pesato) = peso filo/ l (±1%rms) (~20mm) Estrazione del filo: pesare il filo MDT Italia - Cosenza 12 feb. 2004
Estrazione del filo 2688mm MDT Italia - Cosenza 12 feb. 2004
Estrazione del filo Nella rifilatura delle camere Rm1014÷Rm1017 il 93% dei fili rotti è stato estratto completamente. MDT Italia - Cosenza 12 feb. 2004
Rimodellamento della sede del pin di rame con spina in acciaio (F=1,20mm) Preparazione del tubo MDT Italia - Cosenza 12 feb. 2004
Rifilatura: team Il lavoro di rifilatura è stato svolto a Rm3 da • Rm1: Franco, Rita • Rm3: Alessandra, Fabrizio • Cs: Cristina, Giuseppe, Marco in due periodi diversi: 7-9 gennaio e 29-1febbraio 2004. MDT Italia - Cosenza 12 feb. 2004
Rifilatura: step 0 Stima della lunghezza di filo da inserire nel tubo per raggiungere l’endplug opposto. • Tecnica di Rm1 • Tecnica di Cs contapassi MDT Italia - Cosenza 12 feb. 2004
Rifilatura: componenti gas jump MDT Italia - Cosenza 12 feb. 2004
Rifilatura: componenti Con l’aiuto di un getto di azoto a basso flusso, alla pressione di circa 10-15bar, si spinge il filo nel tubo. MDT Italia - Cosenza 12 feb. 2004
Rifilatura “Un lavoro di pazienza ed abilità” MDT Italia - Cosenza 12 feb. 2004
Rifilatura L’estremità libera del filo si agita vigorosamente sotto l’azione del flusso d’azoto. Quando il filo raggiunge l’endplug opposto per guidarlo all’interno del twister si aumenta il flusso del gas. Nella maggior parte dei casi bastano pochi tentativi. L’operazione in oggetto richiede tipicamente circa 5 minuti. MDT Italia - Cosenza 12 feb. 2004
Tensionamento: procedura • Inserimento del pin di rame nei tappi del tubo rifilato • Crimp del filo in uno dei due pin • Lo stretch del filo è monitorato dal SY502 • Pretensionamento a ~420g per 10 s • Tensionamento a 350g per 10 s • Correzione per attriti della carrucola • Crimp del filo teso nel secondo pin MDT Italia - Cosenza 12 feb. 2004
Tensionamento: componenti Stretch meter SY502 Pinza a scatto 350g Carrucola 75g MDT Italia - Cosenza 12 feb. 2004
Tensionamento: pin crimp MDT Italia - Cosenza 12 feb. 2004
Tensionamento: misura dello stretch in tutti i layer di una camera Batteria di 7 magneti in parallelo MDT Italia - Cosenza 12 feb. 2004
Misura dello stretch del filo MDT Italia - Cosenza 12 feb. 2004
Misura dello stretch del filo MDT Italia - Cosenza 12 feb. 2004
Misura dello stretch del filo MDT Italia - Cosenza 12 feb. 2004
Prove di centraggio A Rm1 è stato eseguito un test di centraggio su un campione di tubi rifilati. E’ stato confrontato il centraggio (EMMI) del filo originale (inserito in fase di assemblaggio del tubo a Cs), misurato da Rm1, con quello misurato sul tubo rifilato. MDT Italia - Cosenza 12 feb. 2004
Prove di centraggio We have then measured the position of the replaced wires. We used the EMMI device and we have found that distances from the center of the tube is very small. For two tubes we have measured the position of the wire in the original tube,then we replaced the wires and we measured again their positions: the differences between the distance from the center of the tube after and before replacing the wire are: 2,243,84-0,44 2,24 mm . mm MDT Italia - Cosenza 12 feb. 2004
Test HV e spettri dei tempi Picoamperometro Tutti i tubi rifilati (66), ad eccezione di uno, hanno mostrato correnti di perdita inferiori a 2nA. I dati raccolti con la stazione di test con raggi cosmici mostrano spettri indistinguibili da quelli ottenuti da tubi “buoni”. MDT Italia - Cosenza 12 feb. 2004
Risultati • 73 tubi con fili rotti (Rm1014÷Rm1017) • 66 tubi rifilati • 1 tubo con problemi HV • Misura dello stretch su 600/1152 tubi • 5 giorni lavorativi MDT Italia - Cosenza 12 feb. 2004
Conclusioni • L’operazione di re-crimp delle camere Rm1014÷Rm1022 ha comportato la perdita di 63/2382 • La saldatura del pin è safe solo se il pin è ben crimpato (tutti i tubi prodotti dal 1-9-03 ad oggi sono saldati: nessun filo perso) • Nel 93% dei casi si riesce ad estrarre il filo rotto dal tubo • Nel 100% dei casi si riesce a rifilare un tubo in cui il filo rotto è stato completamente estratto • Il centraggio del filo dopo il rewire è OK • Solo un tubo rifilato ha mostrato una elevata corrente di perdita nel test HV • Gli spettri dei tempi di deriva sono simili a quelli di tubi non rifilati MDT Italia - Cosenza 12 feb. 2004