Download
1 / 19
2.89k likes | 10.66k Vues
LASER BEAM MACHINING. BY S.PREMKUMAR. Process. Capability. Laser beam machining process. Laser beam machining process uses highly coherent light source. This beam can be focused by means of a lens on a very small spot in the work piece.

E N D
LASER BEAM MACHINING BY S.PREMKUMAR
Process Capability
Laser beam machining process Laser beam machining process uses highly coherent light source. This beam can be focused by means of a lens on a very small spot in the work piece. The high power radiation of laser gives rise to high temperature on a small area of work piece. This initiates the cutting process in the work material. The equipment consists of ruby crystal placed inside a flash lamp. The flash lamp is used to produce high intensity light rays.
The ruby crystal is thus simulated and this produces highly spatial laser beam. When the rays hit the work surface it causes partial or complete vaporization of surface material.
Design Consideration • Non-reflective workpiece surfaces are preferable • Sharp corners are difficult to produce; deep cuts produce tapers • Consider the effects of high temperature on the workpiece material
CHARACTERISTICS • Laser Beam Machining (LBM) is thermal processes considering the mechanisms of material removal. • Laser Beam Machining or more broadly laser material processing deals with machining and material processing like heat treatment, alloying, cladding, sheet metal bending. • Laser stands for light amplification by stimulated emission of radiation. • As laser interacts with the material, the energy of the photon is absorbed by the work material leading to rapid substantial rise in local temperature. This in turn results in melting and vaporisation of the work material and finally material removal.
Similarly as can be seen in Fig. 9.6.1, laser beams can be focused over a spot size of 10 – 100 μm with a power density as high as 1 MW/mm2. Electrical discharge typically provides even higher power density with smaller spot size. EBM and LBM are typically used with higher power density to machine materials. The mechanism of material removal is primarily by melting and rapid vaporisation due to intense heating by the electrons and laser beam respectively.
VERSATILITY • Laser can be used in wide range of manufacturing applications • Material removal – drilling, cutting and tre-panning • Welding • Cladding • Alloying • Drilling micro-sized holes using laser in difficult to machine materials is the most dominant application in industry. • In laser drilling the laser beam is focused over the desired spot size. For thin sheets pulse laser can be used. For thicker ones continuous laser may be used.
4 Typical application • Material removal-Cutting • Welding • Cladding • Soldering
Method used in laser cutting • vaporization • melt and blow • melt blow and burn • thermal stress cracking • scribing • cold cutting • burning stabilized laser cutting
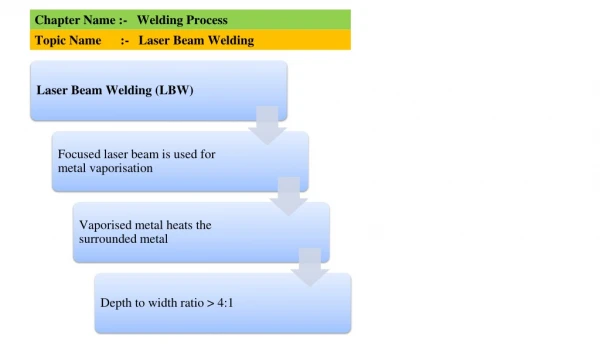
Laser Beam welding • LBW is a versatile process, capable of welding carbon steels, HSLA steels, stainless steel, aluminum, and titanium • The weld quality is high.
Laser Cladding • Amethod of depositing material by which a powdered or wire feedstock material is melted and consolidated by use of a laser in order to coat part of a substrate or fabricate a near-net shape part. • It is often used to improve mechanical properties or increase corrosion resistance, repair worn out parts, and fabricate metal matrix composites. • The powder used in laser cladding is normally of a metallic nature, and is injected into the system by either coaxial or lateral nozzles.
Laser Soldering • Atechnique where a laser is used to melt and solder an electrical connection joint. Diodelaser systems based on semiconductor junctions are used for this purpose. • The beam is delivered via an optical fiber to the workpiece, with fiber Since the beam out of the end of the fiber diverges rapidly, lenses are used to create a suitable spot size on the workpieceat a suitable working distance. A wire feeder is used to supply solder.
ADVANTAGE OF LASER BEAM MACHINING • Easier workholding • Reduced contamination of workpiece • Reduced chance of warping the material that is being cut • High precision (more precise and using less energy when cutting sheet metal compared to plasma machining)
LIMITATION OF LASER BEAM MACHINING • Consume electricity (eg. A typical 1500-watt CO2 laser will have a running cost in the region of £10 - £20 per hour.) • High initial capital cost • High maintenance cost • High purity gas (for the laser generating chamber) • Limited thickness of sheet metal can cut out • compared to plasma machining • Presence of Heat Affected Zone – specially in gas • assist CO2 laser cutting • Thermal process – not suitable for heat sensitive • materials like aluminium glass fibre laminate
CHARACTERISTICS • Material removal technique: Heating,Meltingand Vaporisation. • Work material: All materials except those having high thermal conductivity and high reflectivity. • Tool: Laser beam in wavelength range of 0.3 to 0.6µm. • Power density: Max 107 W/mm2.
Output energy of laser : 20J • Pulse duration : One millisecond • Material removal rate : 6 mm3/min • Dimensional accuracy : ± 0.025mm • Medium : Atmosphere • Specific power consumption:1000W/mm3/min • Efficiency : 10 to 15%
THANK YOU! from group D….