Download
1 / 12
150 likes | 430 Vues
Fischer–Tropsch–Synthese gestern und heute. Grundlagen der Fischer-Tropsch-Synthese. - Katalysatorentwicklung (1925 bis etwa 1935) In kurzer Zeit wurden in tausenden Versuchen Katalys. geprüft: Basis: Fe, Co, Ni, Cu, Ru, Mn, Mischungen davon und

E N D
Grundlagen der Fischer-Tropsch-Synthese - Katalysatorentwicklung (1925 bis etwa 1935) In kurzer Zeit wurden in tausenden Versuchen Katalys. geprüft: Basis: Fe, Co, Ni, Cu, Ru, Mn, Mischungen davon und Zusätze von: ZnO, Al2O3, Pb3O4, Cr2O3, V2O5, ThO2, Uranoxid, seltene Erden sowie: Na-, K-, Rb-Karbonate, MgCO3, BeO, Na-aluminat Es kristallisierten sich heraus: • Fällungskat. auf Basis Co+MgO+Schwermetalloxid (ThO2) sowie Fe auf einen Träger mit großer Oberfläche (z.B. Kieselgur) • Schmelzkat. Basis Fe (Magnetit = Fe3O4) + K2CO3 + Al2O3 – Schmelze mahlen zu Staub
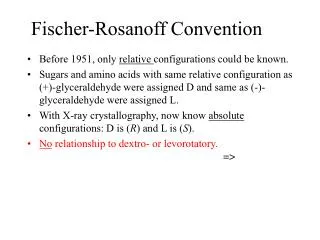
Die Entwicklung der Fischer-Tropsch-Katalysatoren ab 1925 gab einen wesentlichen Impuls für die gesamte Katalysatorforschung
Schema F.T.Synthese Schwarzheide Gaserzeugung+-reinigung 1935 -1971
Schema F.T.Synthese Schwarzheide Gaserzeugung+-reinigung
Aufbereitung der erzeugten Kohlenwasserstoffe(Primärprodukte) Extraktion = Rohparaffin = 3 % Kondensation = Kondensatöl = 46 % Aktivkohleadsorption= Aktivkohlebenzin(Rohbenzin)= 28 % + Rohgasol = 23 % Destillative Aufbereitung der Produkte, für hochmolekulare Produkte bis 1945 spaltende Aufbereitung. Dafür wurden 2 Spaltanlagen zur thermischen Spaltung der schweren Kohlenwasserstoffe gebaut. Spaltung bei 500°C und 50 bar, Anfall von Spaltgasol mit ca. 50 % ungesättigte KW
Fischer-Tropsch-Synthesen – Stand 2005 Basis für alle Synthesen: hochreine Synthesegase Schwerpunkte der Forschung z. Z.: Synthesegasherstellung und Prozessoptimierung der Synthese Ziel: Herstellung von flüssigen Kohlenwasserstoffen Begriffe: GTL = Gas to Liquid CTL = Coal to Liquid BTL = Biomass to Liquid
3.3 Gaserzeugung heute (Beispiele): Folgende Verfahren werden von zahlreichen Firmen, u.a. von großen Ölkonzernen beforscht. 1. Sy – Gas auf Basis Erdgas durch partielle Oxidation von Methan Seit Anfang der 90er Jahre steigt weltweit das Interesse an der F.T.Synthese durch die Möglichkeiten der Umwandlung von Erdgas zu hochwertigen Mitteldestillat (DK, Kerosin) und Erhöhung der Ausbeute durch mildes Hydrocracken der festen Produkte (der Wachse).
2. Sy-Gas auf Basis Kohle Seit etwa 1956 sind in Sasolburg 2 F.T.Anlagen auf Basis eines Synthesegases, hergestellt durch Druckvergasung von Kohle, in Betrieb. 1982 wurden die Anlagen modernisiert. In USA wird auf Basis der riesigen Kohlevorräte eine Anlage nach dem CTL-Verfahren mit Baubeginn 2006 in Gilberton/ Pennsylvania geplant – mit 5000 b/d, 2 weitere Anlagen sind in Diskussion. In Australien (Westaustralien)plant Syntroleum eine Anlage mit einer Kapazität von 10 000 b/d.
3. Sy-Gas auf Basis Biomasse • Seit Jahren wird in Deutschland an Prozessen zur Herstellung • von flüssigen Kraftstoffen aus Biomasse mit dem Schwerpunkt der Gaserzeugung und nachfolgender F.T.Synthese intensiv geforscht, u.a. bei: • - Forschungszentrum Karlsruhe, - TU Freiberg, • TU Clausthal-Zellerfeld, - Inst. für Holzwirtschaft • Choren Industries GmbH + Future Energy GmbH • beteiligt sind auch u. a. VW, DaimlerChrysler AG, Shell, • BMWi, Max Planck Inst. für Kohleforschung.
4.4 Moderne Fischer-Tropsch-Syntheseverfahren • Festbettsynthese mit Fe – Fällungskatalysatoren • z.B. Schwarzheide (1962 eingestellt), • Sasolburg (Ruhrchemie/Lurgi), • 2. Flüssigphase – Synthese mit z.B. gemahlenen Fe-Fällungs- • katalysatoren in flüssiger Phase nach Kölbel • 1 + 2 = Tieftemperaturverfahren bei 210 – 250 °C • 3. Wirbelschichtverfahren mit Fe – Pulver (Flugstaub) • z.B. Sasolburg (Kellog) • Hochtemperaturverfahren bei 320 – 350 °C • 4. Synthese in Membranreaktoren (Beginn der Forschung)
Produktzusammensetzung bei den Synthesen (grobe Beispiele, da variabel): Festbett Wirbelschicht Flüssigphase davon davon davon Paraf. Olefine Paraf. Olefine Paraf. Olefine Gew.% C3+C4 11 50 27 85 18 72 C5-C10 26 60 36 72 68 74 DK 40 10 8 - 13 45 >460°C 19 6 3 ( wird teilw. durch Hydrocracken weiter zu Benzin + DK gespalten) wasserl.Alkoh. 4 9 C1+C2 17 -