Download
1 / 1
10 likes | 13 Vues
flux core wire-Single phase (2 lines of 3 phase) Welding Transformers<br>Class F Insulation - enhances services life<br>User friendly AC ARC Welders<br>Easily maneuverable from job to job on the shop-floor<br>Stepless, smooth and infinitely variable current regulation<br>Forced air cooled transformers - less coil temperature resulting in longer service life<br>Smooth welding current control by moving core magnetic shunt design<br>Stepless, smooth and infinitely variable current regulation<br>Adjustment of welding current possible even while welding is in progress<br>1 swivel front wheel and 2 rear wheel arrangement for easy maneuverability<br>ON-OFF switch control, current control and current indicator provided on the front panel<br>A Special design provides for excellent dynamic characteristic and ensures smooth and optimum<br>metal transfer - RED Series specifically recommended for low hydrogen electrodes

E N D
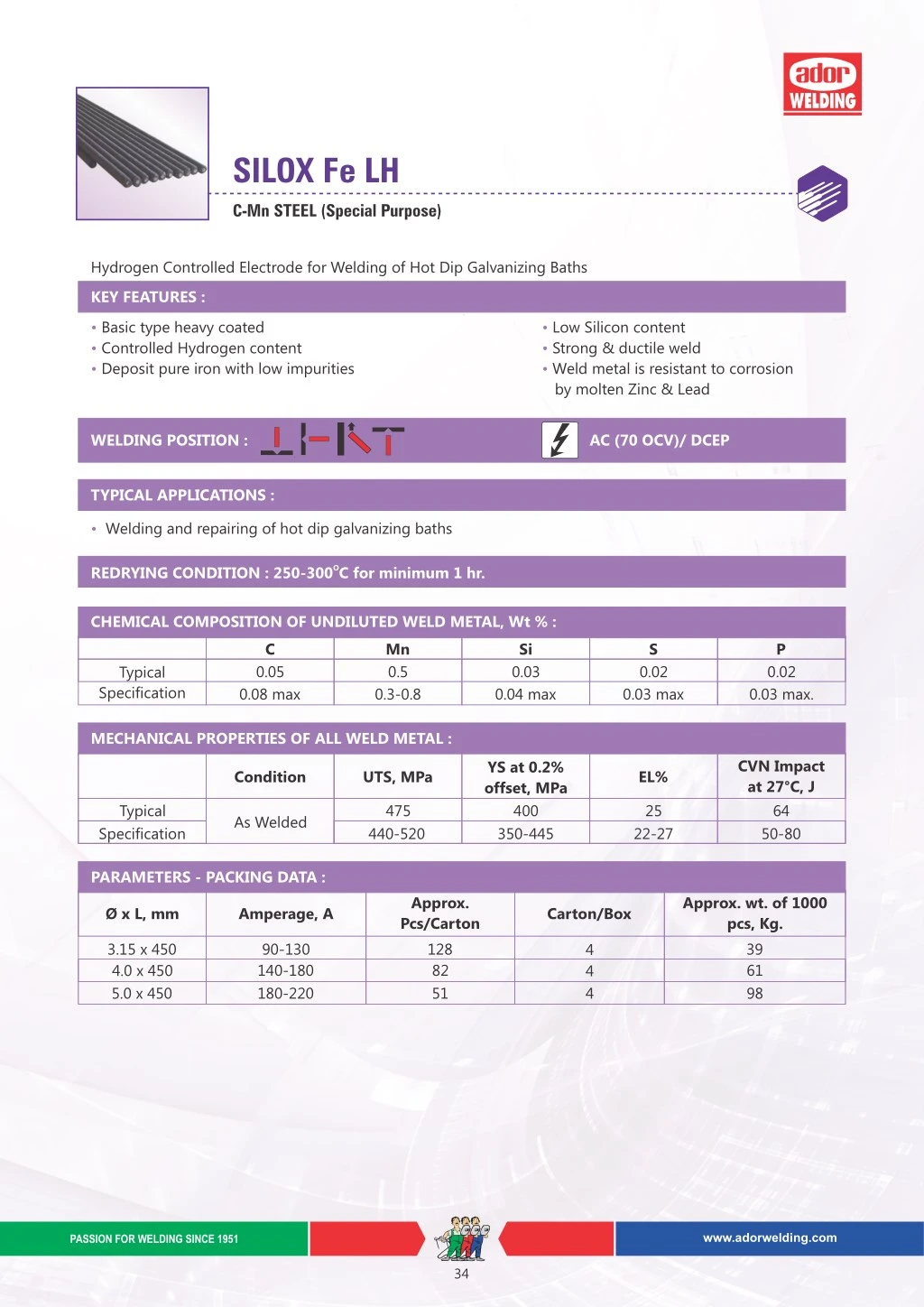
SILOX Fe LH C-Mn STEEL (Special Purpose) Hydrogen Controlled Electrode for Welding of Hot Dip Galvanizing Baths KEY FEATURES : • Basic type heavy coated • Low Silicon content • Controlled Hydrogen content • Strong & ductile weld • Deposit pure iron with low impurities • Weld metal is resistant to corrosion by molten Zinc & Lead WELDING POSITION : AC (70 OCV)/ DCEP TYPICAL APPLICATIONS : • Welding and repairing of hot dip galvanizing baths O REDRYING CONDITION : 250-300 C for minimum 1 hr. CHEMICAL COMPOSITION OF UNDILUTED WELD METAL, Wt % : C Mn Si S P 0.05 0.5 0.03 0.02 0.02 Typical Specification 0.08 max 0.3-0.8 0.04 max 0.03 max 0.03 max. MECHANICAL PROPERTIES OF ALL WELD METAL : CVN Impact YS at 0.2% Condition UTS, MPa EL% at 27°C, J offset, MPa Typical 475 400 25 64 As Welded Specification 440-520 350-445 22-27 50-80 PARAMETERS - PACKING DATA : Approx. Approx. wt. of 1000 Ø x L, mm Amperage, A Carton/Box Pcs/Carton pcs, Kg. 3.15 x 450 140-180 90-130 82 128 61 39 4 4 4.0 x 450 5.0 x 450 180-220 51 4 98 www.adorwelding.com PASSION FOR WELDING SINCE 1951 34