Download

1 / 53
1.13k likes | 5.17k Vues
PASTEURIZATION AND BLANCHING. PURPOSE OF THE PROCESSES DESCRIPTION OF PROCESSING SYSTEMS ESTABLISHMENT OF THE PASTEURIZATION PROCESS DETERMINATION OF BLANCHING PROCESS PROCESSES FOR PRODUCT QUALITY IMPROVEMENT SUMMARY. Vocabulary. pasteurization blanching

E N D
PASTEURIZATION AND BLANCHING • PURPOSE OF THE PROCESSES • DESCRIPTION OF PROCESSING SYSTEMS • ESTABLISHMENT OF THE PASTEURIZATION PROCESS • DETERMINATION OF BLANCHING PROCESS • PROCESSES FOR PRODUCT QUALITY IMPROVEMENT • SUMMARY
Vocabulary • pasteurization blanching • mild \severe \batch-type \continuous • brucellosis tuberculosis SalmonellaListeria • enzyme inactivation • plate heat exchanger\ \a flow diversion valve (FDV) \cooling medium\ \high temp.-short-time (HTST) \ \ultra-high-temperature (UHT) \\conveyor tunnel
The processes that utilize relatively mild thermal treatments to achieve the desired results are pasteurization and blanching. Both processes apply thermal treatment to food products in an effort to improve the stability of the product during storage.
Although the magnitude of the thermal processes is similar, application of the processes involves two distinctly different types of food products. Pasteurization is most often associated with liquid foods, while blanching is most often associated with solid foods.
The magnitude of thermal treatment used for both processes is not sufficient to establish storage stability at room temperature. The criteria utilized in establishing these modest thermal treatments are rather specific and are different for different food commodities.
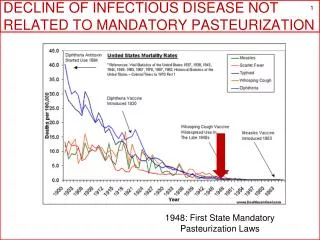
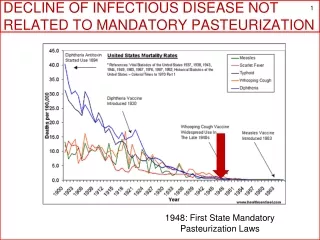
Purpose of Pasteurization Processing • Pasteurization is a mild thermal process applied to a liquid food to increase the product shelf life during refrigeration and to destroy vegetative pathogens (brucellosis and tuberculosis), Salmonella and Listeria. • In fruit juice ,to inactivate enzymes
Purpose of Blanching Processing • In fruits and vegetables to inactivate enzymes. • To removes air from intercellular spaces of a fruit or vegetable • Before canning raw fruits and vegetables and the more severe thermal processes associated with commercial sterilization.
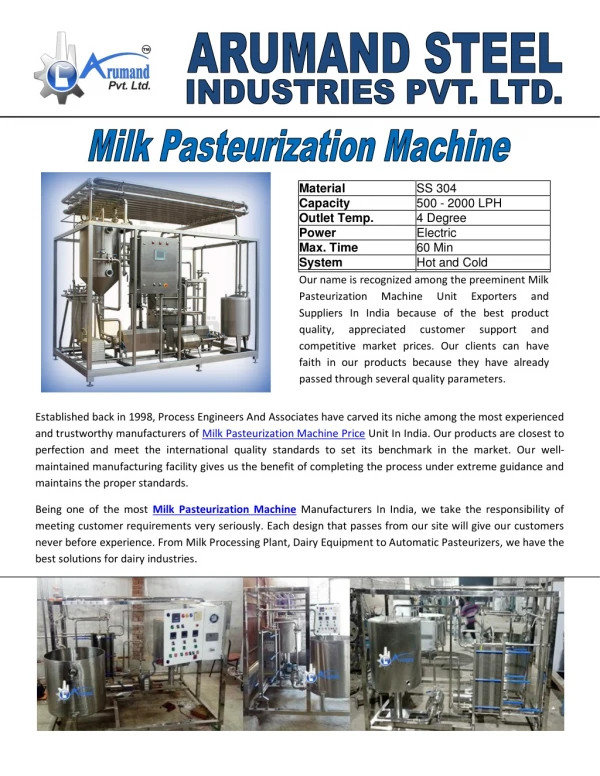
DESCRIPTION OF PROCESSING SYSTEMS • batch-type operation pasteurization • continuous high temperature, short-time (HTST) pasteurization system • rotary hot water system blanching system • Steam blanchers
Batch-type operation • The vessel containing the product has a jacket where a heating medium is introduced. • The liquid product in the vessel is mixed to ensure uniform temperature rise until the desired temperature is reached. • The same jacket is utilized during cooling of the product by introducing a cold medium and cooling the product contact surface.
Batch-type operation • Batch pasteurization systems can be relatively inexpensive and will vary in capacity from small vessels to relatively large vessels. The primary disadvantage of these systems is the inefficiency associated with batch processing.
system six essential components • Three of the six components are heat exchangers (regeneration, heating, cooling). • Timing pump • Flow diversion valve • Holding tube
Heat exchangers • The regeneration, heating, and cooling sections of the pasteurization system are heat exchangers. Most often, plate heat exchangers are used. The plate heat exchanger is divided into three sections, with the middle section serving as the regeneration component, while the sections of the plate heat exchanger on either side are used for heating and cooling.
Plate heat exchangers • Plate heat exchangers are ideal for pasteurization systems with these configurations. The heat exchange component of the system is very compact. Plate heat exchangers provide very efficient heat transfer from one low-viscosity liquid to another.
Ultra-high-temperature (UHT) pasteurization • When temp. exceeding the boiling point of water is used for pasteurization, It is ultra-high-temperature (UHT) pasteurization, The systems requires pressure control in regions where the product is elevated to temperatures above the boiling point of water. In these systems, the pressure control would be maintained throughout the time that the product is in the holding tube.
The timing pump • The timing pump is a critical component of the pasteurization system. This pump must be positive displacement and must be set at a flow rate to ensure an established mass flow rate of product through the system as long as the system is operating in forward flow.
The flow diversion valve • The FDV is controlled by a temp.-sensing device located at the exit of the heating section. If temp. is below the desired temp., the valve diverts flow to the entrance point. As soon as the established temp. is reached, the flow diversion valve changes and the product moves forward through the holding tube. This control device ensures safety of product.
The holding tube • A holding tube has a known-diameter pipe designed to provide an established residence time for product at the pasteurization temp., the critical time/temp. relationship needed for pasteurization is achieved by the residence time requirement in the holding tube. the length of holding tube ensures the necessary residence time of product.
ESTABLISHMENT OF THE PASTEURIZATION PROCESS • The impact of pasteurization is defined by a time/temp. relationship applied to the food product. There are two considerations. • The first is the necessary time/temp. to achieve the desired result of the process. • The second is the configuration of the equipment required to achieve the established process.
Milk pasteurization • Minimum pasteurization processes are based on the occurrence of several microbial pathogens in milk. These pathogens include Brucella abortis, Myobacterium tuberculosis, and Coxiella burnetti. The impact of these pathogens on human health is recognized in the form of tuberculosis and q fever. The minimum pasteurization process has been established as 63℃ for 30 minutes. This process is based on D63 = 2.5 minutes and a Z of 4.1℃.
The minimum pasteurization process • The process of 30 minutes at 63℃ represents a 12-D process in that the population is reduced by 12 times the D-value of 2.5 minutes. an initial population of 100 pathogens would be reduced to a probability of l0-10 by the minimum pasteurization process. On the other hand, it must be recognized that the populations of these pathogens in raw milk are much below l00, resulting in the probability of survival being significantly less.
An additional factor that must be considered is that most pasteurization processes exceed the minimum for pathogens in order to achieve the extended product shelf life achievable by reducing the populations of product spoilage microorganisms.
The process of 63℃ for 30 minutes is a typical process for batch pasteurization of a liquid food product like milk. Most pasteurization processes for liquid foods are accomplished in continuous HTST processes. To determine the HTST process equivalent to 63℃ for 30 minutes, the concept of lethal rate as introduced in Chapter 2 can be utilized. As indicated in Chapter 2, lethal rate is defined by Eq. (2.5) (here as 3.1) as follows:
By accepting the reference temp. as 63℃ as well as pasteurization temp. of 63℃, the lethal rate is equal to 1. The temp. rise and cooling occur rapidly at time zero and the end of 30 minutes. • The key factor to recognize at this point is that the minimum requirement for pasteurization when considering the impact on a pathogen is a minimum of 30 minutes at the pasteurization temp.
The lethal rate curve illustrates that the area of the curve is equal to 30 minutes. This represents the holding time at the desired pasteurization temperature.
Any additional impact of the thermal process, prior to the time the product reaches pasteurization temperature, and after the 30 minutes of holding at the desired temperature, is additional process that is in excess of the minimum requirement.
A temperature of 71.5℃ is quite often utilized in HTST pasteurization of milk. If the lethal rate associated with this higher temperature is determined as illustrated in Eq. (3.2): Where the reference temperature is maintained at 63 and the Z of 4.1 is utilized, the lethal rate is 120.
The lethal rate of 120 is shown on the vertical axis, the process time on the horizontal axis. For example, if the lethal rate curve represent l5 seconds of process time, the area under the curve represents 1,800 seconds or 30 minutes. The area under curve is 30 minutes. These show that a HTST pasteurization process of 7l.5℃ for l5 seconds is equivalent to a pasteurization process of 63℃ for 30 minutes.
Design the holding tube • The holding tube must be designed to be of sufficient length to accomplish the desired residence time as established by the minimum process.
Two key factors • The length of the holding tube • The velocity of the fastest moving particle within the product flow stream. • The velocity of product within the holding tube will be a function of the flow characteristics. • Laminar: the velocity of the fastest moving particle will be 2 times the mean velocity • Turbulent: the velocity of the fastest moving particle will be 1.2 times the mean velocity
DETERMINATION OF BLANCHING PROCESS • The typical minimum time/temperature relationships for blanching are based on inactivation of enzymes within the product. Due to the variety of fruits and vegetables and the different enzyme systems within these products, blanching processes are quite variable in requirements.
The impact of thermal energy on enzymes has been expressed in terms of decimal reduction times (D) and thermal resistance constants (Z) for many enzyme systems. For example, peroxidase has D121 equal to 3 minutes and Z equal to 37.2℃. Based on these thermal resistant characteristics, a reduction of enzyme activity to .01% would require 12 minutes at 121℃.
In most cases, blanching is accomplished using water at near its boiling point of l00℃ or at steam-produced atmospheric pressure at l00℃. In order to achieve the process described for peroxidase, a time in excess of 12 minutes would be required.