Download
1 / 97
1.2k likes | 1.92k Vues
Introduction to NDT. NDT. NON-DESTRUCTIVE TESTING. Examination of materials and components in such a way that allows material to be examinated without changing or destroying their usefulness . NDT Methods. Penetrant Inspection Magnetic Particle Inspection Eddy Current Inspection

E N D
NDT NON-DESTRUCTIVE TESTING Examination of materials and components in such a way that allows material to be examinated without changing or destroying their usefulness
NDT Methods • Penetrant Inspection • Magnetic Particle Inspection • Eddy Current Inspection • Ultrasonic Inspection • Radiographic Inspection • Magnetic Flux Leakage • Acoustic Emission
Introduction • Non Destructive Testing involves techniques based on application of physical principles employed for purpose of determining characteristics of materials or components and for detecting and assessing inhomogeneity and harmful defects without changing the usefulness of materials or components. • The methods used may be simple or intricate. • It plays a vast role in quality control of finished product. • Skilled judgments and experience is required while performing NDT. Devang Gandhi
Advantages Devang Gandhi
Industrial Use • Inspection of Raw Products – Forgings, Castings, Extrusions. • Inspection following Secondary Processing – Machining, Welding, Grinding, Heat Treatment, Plating. • Inspection for In-Service Damage – Cracking, Corrosion, Erosion/Wear, Heat Damage. Devang Gandhi
Types of NDT Devang Gandhi
Visual Examination • Primary method of NDT • A simple visual test reveals gross surface defects. • Physical Principle : Illumination of the test specimen with light. • Equipments used are very simple and portable. • Most Valuable NDT Tool – Human Eye. • Mainly performed to obtain the general condition of components. Devang Gandhi
Methodology Use of Optical Instruments : Magnify defects, permit visual checks of inaccessible areas, presence of foreign objects, formation of corrosive layer or even damage. Instruments for Visual Examination
Applications • Inspection of plant components for leakage. • Misalignment in equipment parts. • Corrosion, erosion, cracks, fracture. • Minute discontinuities on parts like pumps, compressors. Limitations • Detects only surface defects. • Cannot be used at places with bright exposure or no light. • Equipments cannot be exposed to hazardous places. Devang Gandhi
Liquid Penetrant Inspection A.K.A. Dye Penetrant Inspection (DPI) Penetrant Flaw Detection (PFD) Penetrant testing (PT) • Surface inspection method • Applicable to all non-porous, non-absorbing materials
Penetrant Inspection • Penetrating fluid applied to component and drawn into defect by capillary action • Penetrating fluid removed from component surface (but not from defect)
Penetrant Inspection • Developer applied to surface • Penetrant drawn back out of the defect by reverse capillary action
Principle : Capillary Action • Interaction of adhesive forces(wetting side of the sides of the tubes) and cohesive forces(surface tension of the liquid)
Stages of Penetrant Inspection 1. PREPARATION AND PRE-CLEANING 2. PENETRANT APPLICATION 3. REMOVAL OF EXCESS PENETRANT 4. DEVELOPING 5. INSPECTION 6. POST TEST CLEANING
What will happen if cleaning is not been done properly ? • The penetrant is not be able to wet the surface of the test object • The penetrant is unable to enter a discontinuity due to a blockage • The bleed out of the penetrant from a discontinuity is restricted
CLEANING METHODS CHEMICAL METHODS E.GHOT SOLVING DEGREASING,ACID PICKLING MECHANICALMETHODS E.G BRUSHING,BLASTING
PENETRANT Colour contrast Fluorescent Dual REMOVAL Solvent Water washable Post emulsifiable System classification • DEVELOPERS • Dry powder • Aqueous • Non-Aqueous
TYPE OF PENETRANT • COLOUR CONTRAST PENETRANT • FLOURESENT PENETRANT • DUAL PENETRANT
APPLICATION OF PENETRANT • DIPPING AND DRAINING • SPRAYING • ELECTO-STATIC SPRAY • BRUSHING
Qualities of penetrant • High surface tension • Good wetting ability • Specific gravity lower than 1 • Penetrant will not damaged the test piece • Non-toxic • High flash point • Low volatility • Visible in small quantities • Post -cleaning should be easy
ESSENTIAL FEATURES OF DEVELOPER • ABSORBENT TO DRAW PENETRANT OUT OF DEFECT • FINE GRAINED AND NOT LUMPY • ABLE TO MASK THE BACK GROUND BUT NOT THICK ENOUGH TO MASK A DEFECT • LIGHT AND EASY APPLICABLE • EASILY WET BY PENETRANT • EASILY REMOVED FROM THE SPECIMEN • INERT AND NON-TOXIC
Advantages of DPI • VERY SENSITIVE • CAN BE USED ON NON-FERROUS METALS, SOME PLASTICS AND GLASS • SMALL OBJECTS WITH COMPLEX GEOMETRY CAN BE INSPECTED • NO NEED POWER SUPPLY • NOT REQUIRED GREAT SKILLED • CAN BE APPLIED IN BATCHES
Disadvantages of DPI • DEFECTS OPEN TO THE SURFACE ONLY CAN BE DETECTED • SURFACE PREPARATION IS CRITICAL • THE METHOD TAKES TIME • MESSY • INTERPRETATION SOMETIMES DIFFICULT • DO NOT APPLIED TO PAINTED OBJECTS • EFFLUENT PROBLEM WITH WASTE
Magnetic Particle Inspection • Test method for the detection of surface and sub-surface indications in ferromagnetic materials • Magnetic field induced in component • Defects disrupt the magnetic flux • Defects revealed by applying ferromagnetic particles
PRINCIPLE OF MPI • MAGNETIZING THE SPECIMEN TO AN ADEQUATE FLUX DENSITY • APPLYING FINE FERROMAGNETIC PARTICLES OVER THE SURFACE OF THE SPECIMEN • BEING ABLE TO SEE CLUSTERS OF THE MAGNETIC PARTICLES THAT GATHER AT FLUX LEAKAGES AS AN INDICATION TO THE FLAW
Principle of MPI(1) : Flux Leakage No Defect Defect N S N S Lines of flux follow the path of least resistance
PRINCIPLE OF MPI(2):FLUX LEAKAGE • The magnetic flux lines IDEALLY at the right angle(90°) to a flaw to give the best indication. • The minimum orientation of the flaws to the magnetic flux to be detected is 45 degree
Magnetic Flux Leakage • A saturation of flux is introduced N S
Magnetic Flux Leakage • A saturation of flux is introduced • Flux forced into air by reductions in thickness N S
Magnetic Flux Leakage • A saturation of flux is introduced • Flux forced into air by reductions in thickness • Magnetic flux detected by sensors Sensor N S
Magnetic Flux Leakage Affected by • Climatic conditions • Cleanliness • Surface condition • Limitations • Coverage • Qualitative not Quantitative • Top side / Bottom side differentiation
STAGES OF MAGNETIC PARTICLE INSPECTION • PRECLEANING • MAGNETISATION • APPLYING THE DETECTING MEDIA • INSPECTION • DEMAGNETISATION • POST-TEST CLEANING
PRE-CLEANING • NOT BE SO THROUGHT AS FOR LIQUID PENETRANT INSPECTION • MPI SHOULD NOT BE CARRIED OUT THROUGHT NON-MAGNETIC COATING THICKER THAN 50 MICROMETERS
DETECTING MEDIA • CAN BE INKS OR POWDER • MADE FROM HIGHLY PERMEABLE MATERIAL • FERRIC OXIDE IS USED FOR INKS,SUSPENDIBLE IN LIQUID,KEROSINE BASED OR WATER • POWDERS APPLICABLE TO SITE WORK SUCH AS WELD OR CASTING.CAN BE USED ON HOT COMPONENTS
CONTROL CHECKS CASTROL STRIPS/ PIE GAUGE BLACK LIGHT U.V LIGHT METER FIELD INDICATOR KETOS RING CENTRIFUGAL TUBES
REQUIREMENT DURATION CHECK LIST 1.25-3.5% NON-FLOURESENT 0.1-0.3 % FLOURESENT DAILY INK SETTELEMENT DAILY COMPARISON BETWEEN NEW AND OLD ONE FLOURESENT INK INTENSITY COMPARISON BETWEEN NEW AND OLD ONE CARRIER LIQUID CHECKED DAILY DAILY DEPENDING ONPROCEDURE CURRENT FLOW FACILITY DAILY DEPENDING ONPROCEDURE MAGNETIC FLOW FACILITY DAILY TANK LEVEL DEPENDING ONPROCEDURE UV LIGHT INTENSITY WEEKLY 0.8 MILIWATTS/ SQUARE CM 500 LUX BLACK INK 10 LUX FLOURESENT WEEKLY AMBIENT LIGHT INTENSITY MONTHLY U.V LIGHT LAMP SAFETY AND CLEANLINESS CONTROL CHECK
Advantages of MPI • Will detect some sub-surface defects • Rapid and simple to understand • Pre-cleaning not as critical as with DPI • Will work through thin coatings • Cheap rugged equipment • Direct test method
Disadvantages of MPI • Ferromagnetic materials only • Requirement to test in 2 directions • Demagnetisation may be required • Odd shaped parts difficult to test • Not suited to batch testing • Can damage the component under test
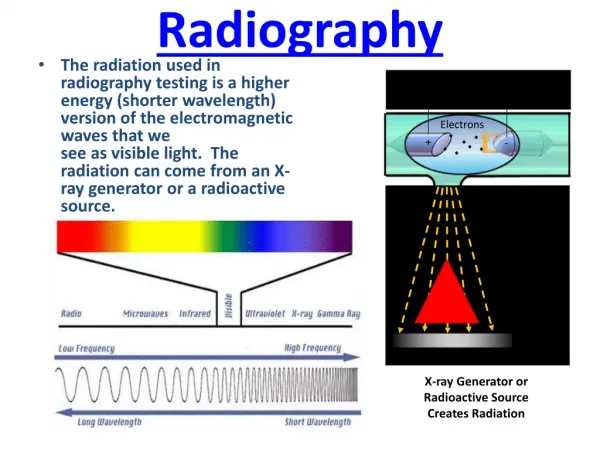
Ultrasonic Inspection Principle • High frequency sound sound waves are introduced into a material • Interfaces between materials of differing acoustic properties reflect or transmit sound • Reflected sound is displayed on a CRT
Defect Orientation 0 degree Probes Screen Depth Metal Depth
Defect Orientation Angle Probes Range Range Depth = Range x Cos (Probe angle)
Defect Orientation 1 2 3