Download
1 / 18
180 likes | 366 Vues
NEAR-NET SHAPE INJECTION MOLDING OF FRAC BALLS. Presentation by C. Andrew Rosenholm Director of Business Development Bruce Diamond Corp. January 17 th , 2013 ERG Winter Meeting - Houston, TX.

E N D
NEAR-NET SHAPE INJECTION MOLDING OF FRAC BALLS Presentation by C. Andrew Rosenholm Director of Business Development Bruce Diamond Corp. January 17th, 2013 ERG Winter Meeting - Houston, TX
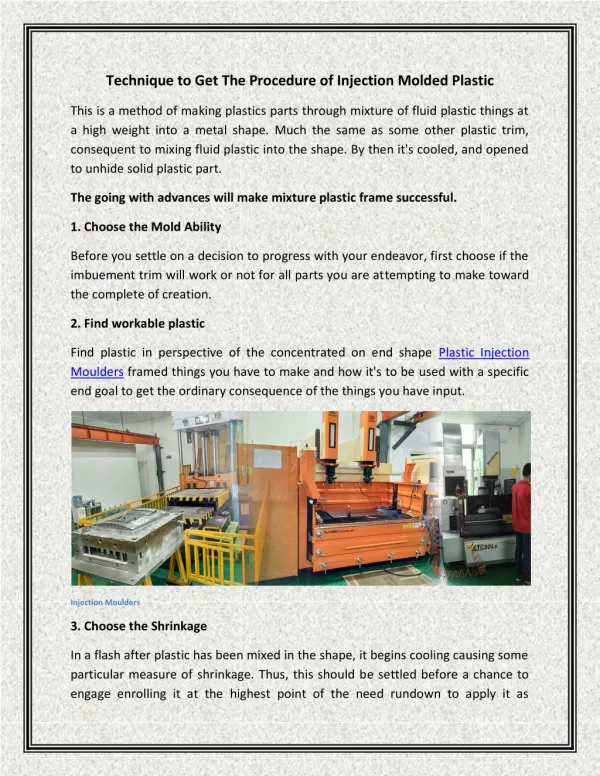
The standard ball used today in sliding-sleeve hydraulic fracking is manufactured from G10/FR4 - a thermosetting industrial fiber glass composite laminate consisting of a continuous filament glass cloth material with an epoxy resin binder. • There is a “weak” and “strong” plane to laminated balls due to the two-dimensional nature of the layup – nearly a 50% difference in strength
G10/FR4 BALLS INEFFICIENT METHOD OF MANUFACTURE FROM PLATE TO SPHERE
STEP 1: SAW PLATE INTO BARS, THEN CUT INTO SQUARES
STEP 2: TURN SQUARE BLANK INTO A SPHERE
STEP 3: GRIND TURNED SPHERE INTO BALL
INJECTION MOLDING: A MORE EFFICIENT METHOD OF MANUFACTURE
INJECTION MOLDED BALLS ARE FORMED TO NEAR-NET-SHAPE PRIOR TO GRINDING – NO TURNING OR MACHINING NECESSARY!
INJECTION MOLDING CAN REPLACE COMPOSITE AND THERMOSET MATERIALS FOR A FRACTION OF THE COST!
ADVANTAGES OF INJECTION MOLDING: • WIDE RANGE OF MECHANICAL AND THERMAL PROPERTIES TO CHOOSE FROM • SPECIFIC GRAVITIES RANGE FROM A LITTLE MORE THAN WATER TO AS HEAVY AS LEAD
WHAT LITTLE WASTE THERE IS CAN BE REGROUND AND REUSED • MOLDING MACHINE CYCLE TIMES ARE A FRACTION OF THE TIME IT TAKES TO MACHINE COMPOSITE
A UNIQUE QUALITY OF INJECTION MOLDED BALLS IS NON-DIRECTIONALITY, I.E.: THERE IS NO “WEAK” ORIENTATION TO THE BALL
ADDITIONAL FEATURES POSSIBLE • WITH INJECTION MOLDING: • MULTI-LAYER BALL (THINK GOLF BALL) – MULTI-MATERIAL • INSERTED RFID CHIPS • INSERTED TRACERS
ARE INJECTION MOLDED BALLS AS GOOD AS G10 BALLS USED IN SLIDING-SLEEVE HYDRAULIC FRACTURING? CUSTOM PEEK and PAI RESINS HAVE BEEN DEVELOPED AND TESTED THAT HAVE PROPERTIES SUPERIOR TO G10 – LIGHTER AND STRONGER
CAN THERMOPLASTICS SUBSTITUTE FOR THE HEAVY PHENOLIC BALLS USED WITH PLUG-AND-PERF FRAC PLUGS? INJECTION MOLDED BALLS IN 1.000” ⌀ , 1.750” ⌀ AND 2.125” ⌀ ARE IN USE THAT PERFORM BETTER THAN PHENOLIC AND COST LESS
CONCLUSION: TWO YEARS OF PHYSICAL TESTING USING INDUSTRY-STANDARD TEST EQUIPMENT AND METHODS HAS LED TO THE SELECTION AND COMMERCIALIZATION OF THE RESINS WE ARE MOLDING WITH CURRENTLY. R&D CONTINUES WITH NEW RESINS BEING SAMPLED CONTINUOUSLY.
Brought to you by: www.brucediamondcorp.com/frac