Download
1 / 30
300 likes | 459 Vues
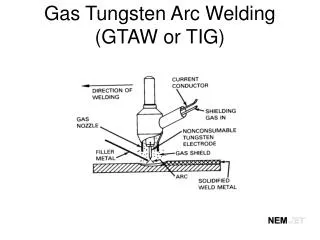
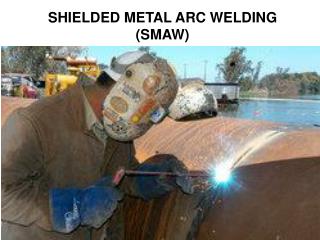
第二章 焊接 Welding . 概述 Summarization 焊接的实质 : 通过加热或加压(或两者并用),用或不用填充金属,使焊件形成原子间结合的一种连接方法。不可拆卸的连接。 焊接方法的分类 Classification 熔焊方法常以热源的种类命名, 气焊(气体火焰为热源) 电弧焊(电弧为热源) 电渣焊(熔渣电阻热为热源) 激光焊(激光束为热源) 电子束焊(电子束为热源) 等离子弧焊(压缩电弧为热源)。 钎焊 : 利用熔点比母材低的填充金属熔化以后 , 填充接头间隙并与固态的母材相互扩散实现连接的一种方法 .

E N D
第二章 焊接 Welding 概述 Summarization • 焊接的实质:通过加热或加压(或两者并用),用或不用填充金属,使焊件形成原子间结合的一种连接方法。不可拆卸的连接。 • 焊接方法的分类Classification • 熔焊方法常以热源的种类命名, • 气焊(气体火焰为热源) • 电弧焊(电弧为热源) • 电渣焊(熔渣电阻热为热源) • 激光焊(激光束为热源) • 电子束焊(电子束为热源) • 等离子弧焊(压缩电弧为热源)。 • 钎焊:利用熔点比母材低的填充金属熔化以后,填充接头间隙并与固态的母材相互扩散实现连接的一种方法. • 压力焊:如电阻焊:焊接过程中需要加压的一类焊接方法.
焊接的特点及应用 • 焊接生产的特点:优点是:连接性能好;省工省料成本低;重量轻;可简化工艺。缺点是:不可拆卸;焊接接头组织和性能要变坏;要产生焊接应力、变形和缺陷。 • 焊接生产的应用 • 制造金属结构 • 机器零部件和工具 • 修补
2-1 冶金连接成形基础 一、焊接熔池的化学冶金 1. 熔焊过程中杂质的溶入及其有害作用 • 氧化(高温下氧和氮分解) Fe+O→FeO C+O→CO Si+2O→SiO2Mn+O→MnO 2Cr+3O→Cr2O3 氧化使焊缝金属中的合金元素烧损;而焊缝金属中的氧使焊缝金属的强度、塑性和韧性均下降.如图所示.
氮能以原子的形式溶于金属中,如图所示.当熔池结晶时,氮的溶解度急剧下降,来不及逸出金属表面的氮气便成为气孔,还会形成Fe4N化合物,分布在晶界和固溶体内.氮使焊缝金属的强度和硬度增加而塑性和韧性下降.氮能以原子的形式溶于金属中,如图所示.当熔池结晶时,氮的溶解度急剧下降,来不及逸出金属表面的氮气便成为气孔,还会形成Fe4N化合物,分布在晶界和固溶体内.氮使焊缝金属的强度和硬度增加而塑性和韧性下降. 氢如同氮一样,除产生气孔外,还要引起氢脆和冷裂纹.如图所示.
氢原子的溶解和析出 • 氮的溶解和析出
2.对熔化金属的保护和冶金处理 • 对焊接区采取机械保护,如采用焊条药皮,防止空气污染熔化金属,焊前还要严格清理. • 对熔池采用冶金处理,清除已经进入熔池中的有害杂质,增添合金元素,在焊条药皮中加铁合金. • 脱氧反应 Mn+FeO→Fe+MnO Si+2FeO→2Fe+SiO2 • 脱硫反应 Mn+FeS→Fe+Mn MnO+FeS→FeO+MnS CaO+FeS→FeO+Ca MgO+FeS→FeO+MgS 3.焊接熔池化学冶金的特点 • 温度高,金属元素发生强烈的蒸发和烧损 • 冷却快,熔池金属在焊接过程中温度变化很快,各种化学冶金反应难以充分进行
二、焊接接头的组织和性能Microstructure and Properties of Welding Joint .由焊缝区、熔合区和热影响区组成. 1. 焊缝 (1) 焊接热循环Weld Thermal Circle 在焊接热源作用下,焊件上某点的温度随时间变化的过程。 特点: • 加热速度、冷却速度很快 (>100/s) • 温度不均匀 • 对焊接质量起重要影响的参数是:
最高加热温度 • 在过热温度(>1100度)的停留时间 • 冷却速度:t 8/5
⑵ 焊缝weld bead • 在焊接接头横截面上测量的焊缝金属的区域,即焊缝表面和熔合线所包围的区域。 • 结晶过程特点 :冷却速度快,过热,运动状态下结晶,非均质形核 • 偏析 • 一次结晶 • 二次结晶 • 结晶从熔池底部许多半个晶粒开始垂直底部向中心生长,呈树状枝晶。 组织:铸态组织,粗大柱状晶
焊缝组织是从液态结晶的铸态组织,存在着各种铸造缺陷,但由于冷却快,通过渗合金等还可以满足使用要求.焊缝结晶过程要产生偏析,宏观偏析与焊缝成形系数有关(即焊道的宽度与厚度之比)。成形系数小,形成中心线偏析。焊缝组织是从液态结晶的铸态组织,存在着各种铸造缺陷,但由于冷却快,通过渗合金等还可以满足使用要求.焊缝结晶过程要产生偏析,宏观偏析与焊缝成形系数有关(即焊道的宽度与厚度之比)。成形系数小,形成中心线偏析。
2. 热影响区heat-affect zone 受焊接热循环的影响,焊缝附近的母材组织或性能发生变化的区域为焊接热影响区。如图所示。
过热区 Overheated Zone 1100℃~固相线,魏氏组织,为热影响区中机械性能最差的部位. • 正火区 Normalized Zone Ac3~1100℃,正火组织,冷却后晶粒细小,机械性能较好. • 部分相变区Partial Phase-change Zone Ac1~Ac3之间 ,晶粒大小不一,组织不均匀,性能较差. 易淬火钢:由于焊后冷却快,会产生淬硬组织.它的热影响区分为淬火区和部分淬火区.
3. 熔合区bond • 焊缝与热影响区的过渡区,位于熔合线两侧,也叫半熔化区。 • 温度处于固相线和液相线之间 • 成份不均匀,组织粗大,粗大的过热组织和粗大的淬硬组织.是焊接接头中性能最差的.
影响焊接接头性能的因素Factors to Influence Properties of Welding Joint • 焊接材料焊条和焊丝等(熔化后形成焊缝金属组成部分,影响焊缝化学成分 welding materials • 焊接方法welding method不同焊接方法的热源,温度高低不同、且机械保护也不同。 • 焊接工艺焊接电流、电弧电压、焊接速度和线能量等的总称为工艺参数 welding technology 工艺参数→接头输入热量的大小→焊接热循环→热影响区大小→组织粗细→焊缝性能 线能量E=IU/V
三、焊接应力和变形 1. 焊接应力和变形的形成和危害.焊接应力增加结构工作时的应力,降低承载能力;焊接变形影响组装质量,矫正变形增加成本,还要降低塑性. 2、产生原因 如图1-38所示. 金属材料如果整体均匀加热和冷却,能完全自由膨胀和收缩,则在加热过
程中产生变形,不产生应力;冷却后,恢复到原来的形状和尺寸,没有残余变形,也没有残余应力.如图1-38a所示.程中产生变形,不产生应力;冷却后,恢复到原来的形状和尺寸,没有残余变形,也没有残余应力.如图1-38a所示. 如果在加热和冷却过程中,完全不能膨胀和收缩,这时有焊接残余应力而没有残余变形. 由于焊接是局部加热,在加热和冷却过程中,有一定的刚性约束,如图1-38b所示,加热时金属受压应力,产生塑性压缩变形;在冷却过程中,如图所示,不能完全自由收缩,也能收缩一些,因此,金属受拉应力并保存下来,这就是焊接残余应力.
现以钢板对焊为例说明焊接残余应力的产生过程,如图1-39所示.(a)为加热时,(b)为冷却时的情况.图1-40为焊接变形及产生原因现以钢板对焊为例说明焊接残余应力的产生过程,如图1-39所示.(a)为加热时,(b)为冷却时的情况.图1-40为焊接变形及产生原因
2.减少和消除焊接应力的措施 设计措施: • 尽量减少焊缝数量及尺寸 • 避免焊缝过分集中 与交叉,如图所示 • 采用刚性较小的接头形式 • 在拉应力区域,避免几何不连续性
工艺措施: • 合理选择焊接顺序和方向(先横后纵)
从设计和工艺二个方面考虑 • 锤击焊缝法 • 预热法 • 加热“减应区” • 热处理法 • 降低焊缝拘束度 • 小线能量焊接
3.控制和矫正焊接变形的措施 防止变形: • 焊前组装时采用反变形法
刚性固定法 • 能量集中的焊接方法 • 预热、锤击、散热 • 选择合理的装配焊接顺序
矫正 • 机械矫正法 • 火焰矫正法
四、金属焊接性 Weldability of Metal 1. 金属焊接性的概念 • 金属材料对焊接加工的适应性。 • 在一定焊接条件下,获得优质焊接接头的难易程度。 • 决定于金属材料本身性质和加工条件。包括二方面的内容: • 结合性能:指某种材料在给定的焊接工艺条件下,形成完整而无缺陷的焊接接头的能力 。 • 使用性能 :指在给定的焊接工艺条件下,焊接接头或整体结构满足使用要求的能力 。
2. 金属焊接性的间接评价 • 碳当量 把钢中合金元素(包括碳)的含量按其对焊接性影响程度换算成碳的相当含量,其总和叫碳当量。 CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)
经验表明 • 当CE<0.4%时,焊接性良好,一般不需预热; CE=0.4~0.6%时,焊接性较差,一般需要预热和采取其它工艺措施; CE>0.6时,焊接性差,需采取较高的预热温度和其它严格的工艺措施.
评价金属焊接性的二个参数 • 冷裂纹敏感系数 除化学成分外,板厚(刚性约束)、焊缝含氢量等也对焊接性有影响。 Pe=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B+h/600+H/60(%) 防止裂纹要求的最低预热温度: Tp=1440Pc-392(℃)
作业: 1、什么是焊接热影响区?低碳钢焊接热影响区分哪几个区? 2、碱性电焊条和酸性电焊条的性能有什么不同?为什么?