Download

1 / 23
230 likes | 333 Vues
Groove-rolling as an alternative process to fabricate Bi-2212 wires. Andrea Malagoli CNR-SPIN Genova, Italy. WAMHTS-1, DESY, 21-23 May 2014. V. Braccini, C. Bernini and C. Ferdeghini CNR-SPIN, Genova, Italy M. Putti Physics Department, University of Genova, Italy

E N D
Groove-rolling as an alternative process to fabricate Bi-2212 wires Andrea Malagoli CNR-SPIN Genova, Italy WAMHTS-1, DESY, 21-23 May 2014
V. Braccini, C. Bernini and C. Ferdeghini CNR-SPIN, Genova, Italy M. Putti Physics Department, University of Genova, Italy X. Chaud and F. Debray CNRS LNCMI UJF-UPS-INSA, Grenoble Cedex 9, France High field measurements at LNCMI-Grenoble have been supported by the EU contract number 228043 Coauthors and acknowledgements WAMHTS-1, DESY, 21-23 May 2014
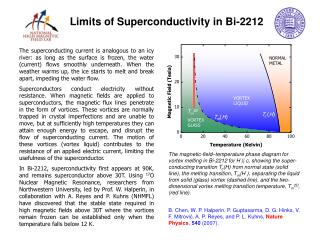
Issues • it has been shown that the main obstacle to current flow through the 2212 filament is the presence of bubbles • the pressure caused by them provokes a Bi-2212 movement and an expansion of the wire during the melt stage that makes it very inhomogeneous over length longer than 10-15 cm. F. Kametani, … A Malagoli et al. Supercond. Sci. Technol. 2011, 24, 075009 WAMHTS-1, DESY, 21-23 May 2014
Issues Malagoli A. et al.Supercond. Sci. Technol. 2011, 24, 075016 Malagoli A. et al.Supercond. Sci. Technol. 2013, 25, 055018 WAMHTS-1, DESY, 21-23 May 2014
Motivations • Recently the density of the filaments of a commercial OST wire after drawing was increased using an “over pressure” process at ASC-NHMFL (D. Larbalestier et al., 2014Nat. Mat. 13, 375–381) leading to a strong reduction of the bubble density and size and to a strong enhancement of the critical current • Our different approach lies in enhancing the 2212 density of the conductor and getting improved performances acting on the wire fabrication process – keeping in mind as a key point its straightforward scalability over industrial lengths. WAMHTS-1, DESY, 21-23 May 2014
The Idea Rolling: The strain is almost completely in the compressive transversal direction Drawing: The strain is shared in a compressive transversal component and in a remarkable stretching longitudinal component WAMHTS-1, DESY, 21-23 May 2014
Columbus Superconductors has developped groove rolling mills for continuous MgB2 wire production from 35 mm to 3 mm in only three steps. A very nice filament homogeneity can be achieved.
Experiment I Powder In Tube method Atmosphere: pure O2 Powder: Nexans Granulate Sheaths: pure Silver Architecture: 55 filaments Any optimization yet in terms of tubes thickness WAMHTS-1, DESY, 21-23 May 2014
Samples Drawn sample SPIN_D Rolled sample SPIN_G 500 mm 250 mm Architecture: 55 x 7 filaments Diameter: 0.8 mm Architecture: 55 x 7 filaments Size: 1.1 x 1.1 mm WAMHTS-1, DESY, 21-23 May 2014
Heat Treatment The heat treatment schedule was the one optimized by OST WAMHTS-1, DESY, 21-23 May 2014
SPIN_D SPIN_G Transport Critical Current Density SPIN_D Drawn Rolled Ha D W et al,2007 IEEE Trans. Appl. Supercond. 17 3099 SPIN_D WAMHTS-1, DESY, 21-23 May 2014
SEM longitudinal cross sections of as-deformed wires WAMHTS-1, DESY, 21-23 May 2014
SEM longitudinal cross sections of fully-reacted wires WAMHTS-1, DESY, 21-23 May 2014
Experiment II 37 x 18 filaments restacked in a Silver tube 37 filaments groove-rolled wire SPIN_1 500 mm 500 mm 500 mm SPIN_3 SPIN_2 WAMHTS-1, DESY, 21-23 May 2014
Transport Critical Current Density OST SPIN_3 WAMHTS-1, DESY, 21-23 May 2014
Rectangular wire Open & Closed samples • for solenoid type winding, as NMR magnets, having a rectangular shaped conductor allows a better compaction of the turns drastically reducing the voids space between them and avoids unwanted conductor twisting during the winding process. • groove-rolling makes the corners smooth and this is a very desirable condition to avoid damages in the insulation. • the geometric ratio 1.5/1 makes this wire very far from being a tape, maintaining the peculiar Bi-2212 isotropy JC reduction of 28% For as drawn OST the reduction was 70% D. Larbalestier et al., Nat. Mat. 13, 375–381 (2014) 1.5 x 1 mm2 WAMHTS-1, DESY, 21-23 May 2014
Rectangular wire 1.2 x 0.8 mm2 f.f. only ≈ 16 % ! WAMHTS-1, DESY, 21-23 May 2014
Bending strain & radius Critical bending radius ~ 9 cm 1.5 x 1 mm2 WAMHTS-1, DESY, 21-23 May 2014
Summary • We found that it is possible to obtain a three-fold increase in JC with respect to the drawing through this alternative deformation process. • the increase in the critical current is entirely due to the deformation process which is able to densify the superconducting powders and therefore diminish the bubble density • the clear effect in terms of powder densification has been shown through the comparison between the critical current densities measured in the open- and closed-ends rectangular wire: the fact that the reduction we register is remarkably less than what observed in drawn commercial wires is a strong indication of a higher density. • This result is remarkable because we still have a strong margin for improvement, given that the process is not optimized yet in terms of geometry of the restacks, thickness of the external and internal Ag tubes, filament average dimensions, and in general filling factor. • We believe that the use of groove-rolling instead of drawing to fabricate Bi-2212 wires is an appealing way to obtain denser and long-length wires with JC values suitable for high field applications. • the application to long length wires and the eventual industrialization of the process is quite immediate and particularly appealing being even faster and cheaper. WAMHTS-1, DESY, 21-23 May 2014
Perspectives • Optimization of • density of the starting monofilament wire (use of rolling) • geometry of the restacks, taking into account the “square” shape of the grooves • thickness of the external and internal tubes • filament average size • Use of harder Ag-alloy as external sheath to enhance the densification power • Round wire…. • To get funding WAMHTS-1, DESY, 21-23 May 2014
Starting Powder Granulometry By SEM 5 mm presence of large grains or agglomerates of them which are of 2-5 mm in size
CIP and Over Pressure As-received CIPped D C Larbalestieret al. arXiv:1305.1269 J. Jiang et al. Supercond. Sci. Technol. 2011, 24 082001 Ic (4.2K, 5T) = 155 A Ic (4.2K, 5T) = 385 A