Download
1 / 23
250 likes | 781 Vues
Automação de Processos de Mineração Existentes. Instalação de Repeneiramento Complexo Mariana-Mina de Alegria PALESTRANTE :Luiz Carlos da Mata 20/04/2007- UFSJ. Fluxograma de Processo. Situação da Operação Existente. ATRIBUIÇÕES DO OPERADOR

E N D
Automação de Processos de Mineração Existentes. Instalação de Repeneiramento Complexo Mariana-Mina de AlegriaPALESTRANTE:Luiz Carlos da Mata 20/04/2007- UFSJ
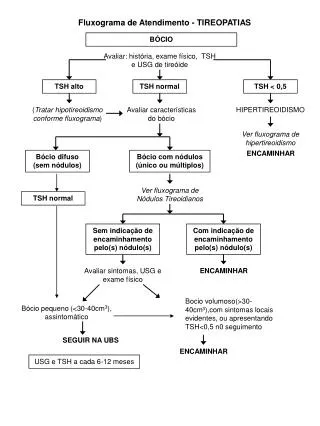
Situação da Operação Existente ATRIBUIÇÕES DO OPERADOR • Controlar a taxa de alimentação conforme capacidade das peneiras, utilizando inversor de frequência no AL-01 através de potenciômetro local e controlar os níveis dos silos (04 silos de produtos e 01 silo de alimentação do britador de rolos). • Ligar/Desligar os equipamentos através de painel de operação por botoeiras. Monitorar o funcionamento dos equipamentos e níveis dos silos através de inspeções rotineiras.
Situação Operação Existente ATRIBUIÇÕES DO OPERADOR • Descarregar os silos 02/03/04/05 aproximadamente a cada 8 minutos, controlando o carregamento e as viagens dos caminhões. Durante o carregamento a abertura do silo e o deslocamento do caminhão é de responsabilidade do operador. Para abrir os silos é exigido do operador um esforço físico em condição desconfortável do ponto de vista ergométrico. • A amostragem é feita hoje através de um amostrador em modo local, exigindo do operador um rigoroso acompanhamento do horário de coleta de incrementos para formação das amostras.
Objetivos do Projeto • Aumento do rendimento operacional da planta • Redução de atividades manuais • Eliminação de situações de risco à segurança pessoal e saúde ocupacional dos operadores • Interligação dos sinais de processo ao sistema de controle da planta permitindo envio automático de dados de produção e supervisão remota
Objetivos do Projeto • Aumento na flexibilidade para modificações nos intertravamentos dos equipamentos • Redução do índice de manutenção do CCM • Melhorias no gerenciamento da produção e do contrato de transporte de produtos • Redução do consumo de água
Atividades Desenvolvidas ATIVIDADES CONCLUÍDAS • Aquisição material: CCM, PLC, IHM, sensores de posição, sensores de nível, painéis eletro-pneumático, modulo eletrônico para balança, chaves de emergência, sirenes, semáforos, display eletrônico, cabos, botoeiras, compressor • Lançamento de fibra ótica para interligação ao sistema de controle das IB´s • Reforma civil da Sala Elétrica • Execução de projeto detalhado, instalação dos equipamentos/ instrumentos e montagem eletromecânica
Atividades Desenvolvidas ATIVIDADES CONCLUÍDAS • Programação do PLC/IHM ; • Instalação, testes e liberação dos sensores de posicionamento de caminhões; • Interligação, testes e liberação total do sistema pneumático; • Instalação, testes e liberação dos sensores de tampa aberta e posição da comporta;
Atividades Desenvolvidas ATIVIDADES A REALIZAR • Ministrar treinamento pré-operacional; • Ministrar treinamento pessoal da elétrica; • Instalação da válvulas de spray das peneiras. • Melhorar o sistema de proteção do mecanismo de acionamento
Atividades Desenvolvidas ATIVIDADES A REALIZAR • Interligação do controlador ao sistema de controle da planta
Operação Pós-Automação • Operação feita através de painel de operação (IHM) • Interligação com o sistema supervisório central • A balança instalada na TC-01 permite controle da quantidade de material alimentada • A taxa de alimentação é controlada em função da medição da balança do TC-01 através do AL-01
2 Operação Pós-Automação • O carregamento dos caminhões é automático monitorado através de sensores de posição, semáforos e display para indicação do silo a ser utilizado.
Operação Pós-Automação • SITUAÇÃO INICIAL: Todos os silos vazios, todos semáforos apagados. • A chamada de caminhões para os silos pode ser automática ou manual. Estando em automático a chamada de caminhão dependerá única e exclusivamente do nível do silo, que indicará no painel localizado em frente a instalação o número 02,03,04, ou 05 e a área onde será estocado o produto( J, L, M, N, O). • Uma vez indicado o silo, o caminhão estaciona e o semáforo vermelho acenderá , indicando que o caminhão está posicionado. Após 10s a comporta abre, formando uma pilha. • O posicionamento do caminhão deve-se aos 3 sensores A,B,C.
Operação Pós-Automação • Quando o sensor (C) detectar nível alto de pilha, o semáforo verde acenderá permitindo o caminhão deslocar, quando detectar nível baixo, acenderá novamente vermelho, e assim sucessivamente até que o sensor (A) não detecte o caminhão, consequentemente a comporta irá fechar, e os semáforos apagam-se permitindo a saída do caminhão • A cada carregamento será feita uma contagem automática de caminhões. • Estando o sistema em manual operador terá liberdade para indicar qualquer silo, mesmo que já tenha sido selecionado em automático.
Operação Pós-Automação • No caso de dificuldade para o funcionamento dos sensores, a operação poderá ser feita via painel pneumático, passando o mesmo para manual e atuando direto nas chaves no frontal do mesmo. • Em caso de defeito no cilindro de acionamento, a operação poderá ser feito do modo antigo, bastando para isso o desacoplamento do cilindro e o encaixe da alavanca, que estará disponível na área.
Operação Pós-Automação SEQUÊNCIAS DE OPERAÇÃO SEQ1- HEMATITINHA • 1º -TC-03 • 2º -TC-02 • 3º - PE-03 • 4º - PE-02 • 5º - PE-01 • 6º - TC-01 • 7º - AL-01 • OBS: Nesta condição silo 02,03,04 estarão disponível para carregamento. SEQ2 - NORMAL • 1º - TC-03 • 2º - TC-02 • 3º - PE-03 • 4º - TC-04 • 5º - TC-05 • 6º - PE-02 • 7º - PE-01 • 8º - TC-01 • 9º - AL-01 • OBS: Nesta condição silo 02,04,05 estarão disponível para carregamento. • Caso silo-06 esteja vazio a rebritagem de hamatitinha não roda. SEQ3 - REBRITAGEM DE HEMATITINHA • 1º - TC-05 • 2º - BR-01 • 3º - TC-04 • 4º - TC-06 • 5º - AL-02 • OBS: O silo 05 estará disponível para carregamento • Fechamento do balanço de massa através da contagem de caminhões e tipo de material embarcado.
Considerações Finais • Avaliação da operação de carregamento automático dos caminhões em função da necessidade de manutenção de nível do solo. • Os sensores de posição de caminhões, tampa aberta e posição de comporta devem ser avaliados frequentemente quanto a fixação e limpeza.
AINDA BEM QUE Kbô • Kbô • Kbô • luiz.mata@cvrd.com.br • Celular:031-319615-1924 • Residencial:031-313558-6488 • Kbô