Download
1 / 9
90 likes | 242 Vues
Project: Department Scheduling Date Opened: August 21, 200x I&CIM Contact: Jim Altier Project Sponsor:. Customer: Plant Store Project status: Closed. Implement improvements. A goal monitoring system was designed by IT to address the

E N D
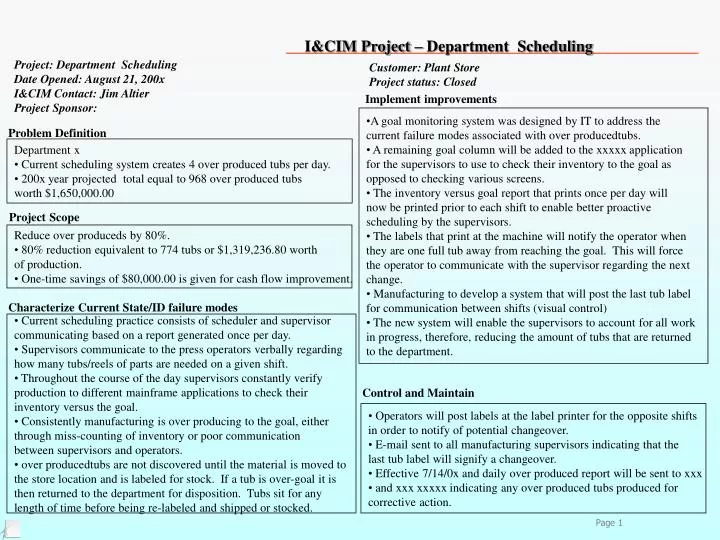
Project: Department Scheduling Date Opened: August 21, 200x I&CIM Contact: Jim Altier Project Sponsor: Customer: Plant Store Project status: Closed Implement improvements • A goal monitoring system was designed by IT to address the • current failure modes associated with over producedtubs. • A remaining goal column will be added to the xxxxx application • for the supervisors to use to check their inventory to the goal as • opposed to checking various screens. • The inventory versus goal report that prints once per day will • now be printed prior to each shift to enable better proactive • scheduling by the supervisors. • The labels that print at the machine will notify the operator when • they are one full tub away from reaching the goal. This will force • the operator to communicate with the supervisor regarding the next • change. • Manufacturing to develop a system that will post the last tub label • for communication between shifts (visual control) • The new system will enable the supervisors to account for all work • in progress, therefore, reducing the amount of tubs that are returned • to the department. Problem Definition • Department x • Current scheduling system creates 4 over produced tubs per day. • 200x year projected total equal to 968 over produced tubs • worth $1,650,000.00 Project Scope • Reduce over produceds by 80%. • 80% reduction equivalent to 774 tubs or $1,319,236.80 worth • of production. • One-time savings of $80,000.00 is given for cash flow improvement. Characterize Current State/ID failure modes • Current scheduling practice consists of scheduler and supervisor • communicating based on a report generated once per day. • Supervisors communicate to the press operators verbally regarding • how many tubs/reels of parts are needed on a given shift. • Throughout the course of the day supervisors constantly verify • production to different mainframe applications to check their • inventory versus the goal. • Consistently manufacturing is over producing to the goal, either • through miss-counting of inventory or poor communication • between supervisors and operators. • over producedtubs are not discovered until the material is moved to • the store location and is labeled for stock. If a tub is over-goal it is • then returned to the department for disposition. Tubs sit for any • length of time before being re-labeled and shipped or stocked. • Control and Maintain • Operators will post labels at the label printer for the opposite shifts • in order to notify of potential changeover. • E-mail sent to all manufacturing supervisors indicating that the • last tub label will signify a changeover. • Effective 7/14/0x and daily over produced report will be sent to xxx • and xxx xxxxx indicating any over produced tubs produced for • corrective action.
Survey Data Input from the manufacturing supervisors indicating how and why over produceds are created. The solution was derived from these comments and recommendations. • Inputs: Tooling & Maintenance • c/o time • high speed die maintenance • sheet for additional status • central dispatch for maintenance • availability • potential die c/o’s • traveler system for die • status ready rack • Inputs: Scheduling • TR0494 screen • Goal vs. inventory sheet • Hot sheet & meeting • Wiket database for • production numbers • CARE parts Plant1 Scheduling System Terminal Make Information / Process Flow Diagram • Inputs: Communication • look @ each press and board • check sheet • communication sheet • communication board • verbal communication with • operators & fellow supervisors • communication books: • written & electronic • absenteeism • Inputs: • Any part less than 9-10 days customer • requirements makes hot sheet. • Retro’s • Backorders • Quality issues. • Inputs: • Information from corporate • Based on activity from • internal & external • customers • Inputs: • COPS • Direct ship document • Weekly pull history report • Outside sales • Inputs: • parts delivered from department • Scan sheets attached • No sooner than 30 minutes after scan sheet • has been produced • No later than 30 days old • Departmental • Schedule • Daily • Departmental • Supervisor • Inventory vs. • Goal Document • Daily form • Printed by scheduler • Schedulers Meeting • Conducting the Meeting • Daily form • Generated by scheduler • Store: • 1196 • Outputs: • Indicates over produceds • Past usage & future requirements • Calculates D.O.H. based on future • Projections. • Outputs: • Customer forecast • 10 week forecast + additional • 7 weeks • Outputs • Hot sheet • A tool for supervisors to • schedule the department • Outputs • Tubs scanned • Stocked to store • Stock to lane (if B/O) • Returned to department (if over produced) • Outputs • parts / boxes • a schedule plan for the next shift • over produceds Trend line Project: Department Discipline Date Opened: August 21, 200x I&CIM Contact: Jim Altier Project Sponsor: Customer: Plant Store Project status: Closed Implement improvements • A goal monitoring system was designed by IT to address the • current failure modes associated with over producedtubs. • A remaining goal column will be added to the xxxxx application • for the supervisors to use to check their inventory to the goal as • opposed to checking various screens. • The inventory versus goal report that prints once per day will • now be printed prior to each shift to enable better proactive • scheduling by the supervisors. • The labels that print at the machine will notify the operator when • they are one full tub away from reaching the goal. This will force • the operator to communicate with the supervisor regarding the next • change. • Manufacturing to develop a system that will post the last tub label • for communication between shifts (visual control) • The new system will enable the supervisors to account for all work • in progress, therefore, reducing the amount of tubs that are returned • to the department. Problem Definition • Department • Current scheduling system creates 4 over produced tubs per day. • 200x year projected total equal to 968 over produced tubs • worth $1,650,000.00 Project Scope • Reduce over produceds by 80%. • 80% reduction equivalent to 774 tubs or $1,319,236.80 worth • of production. • One-time savings of $80,000.00 is given for cash flow improvement. Control and Maintain • Operators will post labels at the label printer for the opposite shifts • in order to notify of potential changeover. • E-mail sent to all manufacturing supervisors indicating that the • last tub label will signify a changeover. • Effective 7/14/03 and daily over produced report will be sent to Don • Lott and Don D’Alesio indicating any over produced tubs produced for • corrective action. Characterize Current State/ID failure modes • Current scheduling practice consists of scheduler and supervisor • communicating based on a report generated once per day. • Supervisors communicate to the press operators verbally regarding • how many tubs/reels of parts are needed on a given shift. • Throughout the course of the day supervisors constantly verify • production to different mainframe applications to check their • inventory versus the goal. • Consistently manufacturing is over producing to the goal, either • through miss-counting of inventory or poor communication • between supervisors and operators. • over producedtubs are not discovered until the material is moved to • the store location and is labeled for stock. If a tub is over-goal it is • then returned to the department for disposition. Tubs sit for any • length of time before being re-labeled and shipped or stocked.
Six Sigma Project Team: Black-Belt : Jim Altier Green Belt Candidates: Project Sponsor: Project Champion: Master Black-Belt: Problem Statement and Background Current process creates overbuilds (over production) that will not fit into the parts store, thus creating additional material movement. The current system produces 4 over produced tubs per day, over the course of the 200x year that would be 968 over produceded tubs worth $1,649,046.00. The goal of the team is to reduce the over produced by 80% which would be a reduction in 774 tubs equaling $1,319,236.80 worth of production. The current process relies heavily on verbal communication between supervisors, schedulers and operators. The inventory versus goal report which is used to plan the days machine scheduling is printed once a day at 3:00AM. From this point on, all planning is done through verbal communication and repeated verification through mainframe programs. Supervisors rely on operators to finish runs based on information provided to them early in the shift without feedback as to where they are in production versus the goal. Likewise, communication between the shifts is vital but does not seem to work in regards to following a scheduled production run. One of the most important issues and gaps in the system is tubs and/or reels within the department that have not been shipped. This material is constantly overlooked and not counted in manual calculations of inventory versus the goal. In many cases either the manufacturing supervisor does not know how many reels are in the department or is unable to keep track due to other issues. Once these tubs are produced they are not identified as over produced until they have reached the shipping floor. Consequently, they have to be returned to the department for disposition, which usually results in extra storage time and floor space requirements. DEFINE
Inputs: Tooling & Maintenance • c/o time • high speed die maintenance • sheet for additional status • central dispatch for maintenance • availability • potential die c/o’s • traveler system for die • status ready rack • Inputs: Scheduling • TR0494 screen • Goal vs. inventory sheet • Hot sheet & meeting • Wiket database for • production numbers • CARE parts Plant Scheduling System Terminal Make Information / Process Flow Diagram COPS Document Component Operations Pull Scheduling System • On-line system • Available on Monday • Inputs: Communication • look @ each press and board • check sheet • communication sheet • communication board • verbal communication with • operators & fellow supervisors • communication books: • written & electronic • absenteeism • Inputs: • Any part less than 9-10 days customer • requirements makes hot sheet. • Retro’s • Backorders • Quality issues. • Inputs: • Information from corporate • Based on activity from • internal & external • customers • Inputs: • COPS • Direct ship document • Weekly pull history report • Outside sales • Inputs: • parts delivered from department • Scan sheets attached • No sooner than 30 minutes after scan sheet • has been produced • No later than 30 days old • Departmental • Schedule • Daily • Departmental • Supervisor • Inventory vs. • Goal Document • Daily form • Printed by scheduler • Schedulers Meeting • Conducting the Meeting • Daily form • Generated by scheduler • Store: • Outputs: • Indicates over produceds • Past usage & future requirements • Calculates D.O.H. based on future • Projections. • Outputs • Hot sheet • A tool for supervisors to • schedule the department • Outputs: • Customer forecast • 10 week forecast + additional • 7 weeks • Outputs • Tubs scanned • Stocked to store • Stock to lane (if B/O) • Returned to department (if over produced) • Outputs • parts / boxes • a schedule plan for the next shift • over produceds DEFINE
Survey Data Input from the manufacturing supervisors indicating how and why over produceds are created. The solution was derived from these comments and recommendations. 1. TR0494 is not Real Time communication between Production department and Store Room. 2. Production numbers Lag Time between Production and Store Room. 3. Full "Good Part" Containers in queue during inspection, drop area, transit to Store Room and Input into Store Room Inventory Database. 4. Store Room pulls during production periods. THIS TUB IN QUESTION DID NOT GET PRODUCED ON AM SHIFT, BECAUSE THE PARTS WE MADE ON AM WERE REDTAGGED. PM SHIFT FINISHED THE STOCK ON THE DEREELER AND LEFT THE OVERGOAL TUB ON THE LIFT TABLE AT THE PRESS. IF YOU WANT TO KNOW THE TIME YOU NEED TO LOOK AT THE TICKETS IN THE LAST TUB, THIS WILL GIVE YOU A DATE AND TIME. THIS SHOULD BE FORWARDED TO PM TO GET TO THE ROOT CAUSE. Bob told me about this when I came in today (Tuesday). I don't know what happened. I looked at the 494 screen and I talked to my operator. She said that she only made 1.5 tubs not 2.5. When we ran out of stock we left the last .5 tub for day turn to complete when the backordered stock came in. The 494 screen showed that we only had one tub in the store as well. I don't know where the extra tub came from. All of my sources of information told me that it wasn't there. Maybe the extra tub was made and put somewhere when the store was closed last week. I'm sorry, but other than that, I just don't have any idea where it came from. If we were to increase our goals for some low volume part numbers based on an annual projection, we could alleviate many problems. Higher runs on lower volume part numbers would decrease the overall amount of set ups, increase productivity, and give the supervisor more time and less incentive to overbuild parts. I'm not saying we overbuild on purpose, but we do try to get every drop of that goal out of the press that is running it. Like you said, there are system problems with that last tub as well. I think that is the main problem. We look at our info and it doesn't show that a tub is there. Real life things happen like the high lift went to lunch just before we met goal and left a stack of tubs by his desk. When we look at the 494 screen for our goal, we think we need more than we actually do. As supervisors, If we had more time to concentrate on this issue (less set ups could provide that time) we could check more often or look earlier on in the game. Design a software program that would link the TR0494 screen to the VAX screen right at the press and automatically shut down the press when the goal is reached. There would be a message on the press screen saying something like "ORDER COMPLETE, PLEASE TELL YOUR SUPERVISOR" or " ONE MORE BOX UNTIL COMPLETE". The supervisor would be able to over-ride the program should there be a problem. This would make the process, as a whole, more efficient. I realize that the store counts by reels, and the press by pieces, but I think this could be resolved. Also, it would be tough determining how many reels are red-tagged or good. The program would look for parts in the store that have say two tubs left, and then begins it count of reels. Another problem would be that parts would have to be taken to the store rather quickly. And also, the parts going to care would have to be overridden by the program. There are a lot of bugs that would have to be ironed out, but I think it would work for most parts. Let me know what you think. Misses / TR0494 Solution: Real Time communication between 1196 Store to Press Interface and Supervisor PC Workstation. Operator and Supervisor can monitor Inventory Goal versus Actual Inventory / Production. There are two factors that I know of that contribute to overbuilds. The first is time.Depending on what priorities we have each shift we may get caught up in something and miss the change over by a box. The other is the structure of our goals. Sometimes our goal is something like 400K, but in order to completely fill the last box of this goal we have to make 440K. To me this should be an acceptable reason to be over produced. TO STOP ANY OVERGOALS FROM BEING BUILT ON MN SHIFT IN DEPT. 1107, I WILL CHECK THE STORE EVERY NIGHT AT THE START OF MY SHIFT AND EITHER CHANGE OVER OR STOP RUNNING ALL PARTS BEFORE THEY BECOME OVERGOALS. UNLESS INSTRUCTED BY THE A.M. SUPERVISOR TO DO SOMETHING DIFFERENT This tub is not included in the numbers for the store or the numbers in the department. We might build an extra box because we don't know the one in transit is there. I have personally done this at least once that I know about. I believe what happened is that there is a lag time between delivery from our area to the store drop area and then into the store. If something was in transit between shifts and the constant pulling from the store, there is a chance that this can happen. My guess is the same as the last one. parts in transit and/or mis-counting. It is over produced because the "goal" called for 23 more reels to be produced at the end of the run. A full box contains 28 reels. We filled the box. What I meant by that the same condition occurred as the last time is there are several points that a container is in queue awaiting input to the TR0494. ANALYZE
Overview: • Develop a system to integrate information from the MTMS mainframe system with the Terminal Make manufacturing system. The system will compare inventory levels, goals, back orders and work in process (WIP) to assist in determining whether to continue running a specific part number. When a part number approaches goal, a notification label will be printed to inform the operator that the current tub should be the final tub. Labels printed offline will also count towards the goal. Material that is scrapped will free up goal. Another application will be developed to add or delete WIP serial numbers. • Features: • Shows remaining goal status of all presses on a single display • Notifies personnel when part number inventory is approaching goal • Tracks WIP by serial number • Identifies store location of received material • Identifies unused serial numbers • Goals: • Receive every tub at store • Reduce material movement • Reduce use of TR494INQ transaction • Run a part number as long as possible without going over produced • Reduce changeover time System Diagram: IMPROVE
Trend line IMPROVE Average tubs per day over produced in September = 2.6 Average tubs per day over produced in July = .21 92% improvement
IMPROVE (Pilot) • Meeting held with all 3 shifts of manufacturing supervisors explaining how the system is to work and discuss potential pitfalls. • System piloted in department xxxx/xx to identify problems before full scale implementation. • Supervisors communicated to operators the new system. The “Last Tub Label” is to be placed on the label printer for communication across shifts. • Two problems were identified during the pilot. • 1. Goal changes during the course of the shift were not properly communicated, thus causing additional over produceds. Going forward PC&L will communicate via e-mail changes to Manufacturing IT for changes in the Goal Monitoring System. • 2. Abnormal pulls, which allow the store to accept more material, do not show up on the Goal Monitoring System automatically. These changes will also be communicated via e-mail until the system can pick up changes automatically. IMPROVE / CONTROL • CONTROL • June 26th, E-mail sent to all Manufacturing Supervisors indicating that the Goal Monitoring System will be turned on across the board and the “Last Tub Label” will signify a change over. • Effective July 14, 200x a daily over produced report will be generated and sent to xxx xxxxx (Plant) and xxx xxxxxx ( Supervisor). Supervisors that generate over produced tubs will be expected to answer for all over produced.