Download

1 / 27
380 likes | 930 Vues
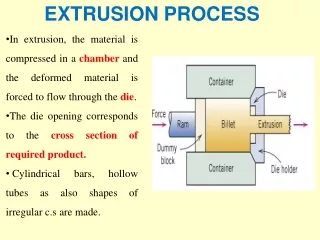
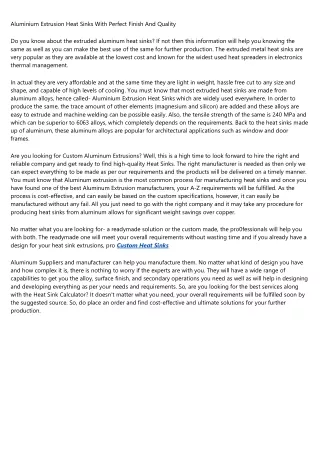
ALUMINIUM EXTRUSION. Extrusion is a manufacturing process where a material, often in the form of a billet , is pushed and/or drawn through a die to create long objects of a fixed cross-section.

E N D
ALUMINIUM EXTRUSION
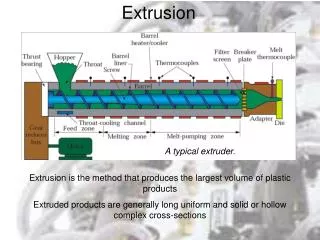
Extrusion is a manufacturing process where a material, often in the form of a billet, is pushed and/or drawn through a die to create long objects of a fixed cross-section. • Hollow sections are usually extruded by placing a pin or mandrel in the die. Extrusion may be continuous (producing indefinitely long material) or semi-continuous (repeatedly producing many shorter pieces). • Some materials are hot drawn while others may be cold drawn.
The feedstock may be forced through the die by various methods: by an auger, which can be single or twin screw, powered by an electric motor; by a ram, driven by hydraulic pressure (for steel alloys and titanium alloys for example), oil pressure (for aluminum ) or in other specialised processes such as rollers inside a perforated drum for the production of many simultaneous streams of material. • Commonly extruded materials are copper (pipe for plumbing), aluminium (various extrusion profiles for tracks, frames, rails, mullions), steel (rod, track), titanium (aircraft components, including seat tracks, engine rings, structural parts), rubber (tire tread and sidewalls), and a multitude of plastics (pipes, rods, rails, seals).
Aluminium extrusions are made from solid aluminium cylinders called billets, which are continuously cast from molten aluminium. • Billets are available in a wide variety of alloys, pretreatments and dimensions, depending upon the requirements of the manufacturer. • The extrusion process involves aluminium metal being forced through a die with a shaped opening. This is made possible by preheating the billet to 450-500°C and then applying a pressure of between 500 and 700 MPa (equivalent to the pressure found at the bottom of a 60km high water tank!).
The heated and softened metal is forced against the container walls and the die by a hydraulic ram, the only exit is the geometric cross-section of the die opening, and the metal is squeezed out. • The extrusion leaves the die at a temperature of around 500°C and the exit temperature is carefully controlled in order to achieve specified mechanical properties, a high quality surface finish and good productivity.
The Press • The press supplies the force necessary to squeeze the billet through the extrusion die. It consists of: • The container where the billet is put under pressure. • The main cylinder with the ram for pushing the billet into the container and through the die. • The front platen giving counter support to the die package. • The main columns fixing the front platen and the cylinder together. • The die is supported by a series of back dies or backers and bolsters for transferring the main press load to the front platen.
Applications Aluminium extrusions are used throughout the construction industry, particularly in window and door frame systems, prefabricated houses/building structures, roofing and exterior cladding and curtain walling. Extrusions are also used in road and rail vehicles, airframes and marine applications.
Steel and titanium extrusions use glass powder as a lubricant. This process was invented in France, in 1935 by Mr Séjournet. This solution was patented throughout the world and helped launch industrial steel extrusion. The process was later applied to titanium. • Plastic extrusion commonly uses plastic chip, which is heated and extruded in the liquid state, then cooled and solidified as it passes through the die. In some cases (such as fibre reinforced tubes) the extrudate is pulled through a very long die, in a process called pultrusion.
Extrusion has found a great application in food processing. Various products like pastas, breakfast cereals, and ready to eat snacks are now manufactured by extrusion. Softer foods such as meringue have long been piped using pastry bags. • Extrusion simulation tools help to understand extrusion process and to optimize development of tools and products. From "http://en.wikipedia.org/wiki/Extrusion"
Extrusion Moulding • Extrusion Moulding is a manufacturing process used to make pipes, hoses, drinking straws, curtain tracks, rods, and fibres. • The machine used to extrude materials is very similar to an injection moulding machine. A motor turns a screw which feeds granules of plastic through a heater. The granules melt into a liquid which is forced through a die, forming a long 'tube like' shape. The shape of the die determines the shape of the tube. The extrusion is then cooled and forms a solid shape. The tube may be printed apon, and cut at equal intervals. The pieces may be rolled for storage or packed together. Shapes that can result from extrusion include T-sections, U-sections, square sections, I-sections, L-sections and circular sections. One of most famous products of extrusion moulding is the fiber optic. • From "http://en.wikipedia.org/wiki/Extrusion_Moulding"
Impact Extrusion • A commonly used to make collapsible tubes such as toothpaste tubes, cans usually using soft materials such as aluminum, lead, tin. Usually a small shot of solid material is placed in the die and is impacted by a ram, which causes cold flow in the material.
Hydrostatic extrusion is a form of impact extrusion, uses a fluid hydrostatic pressure instead of a mechanical ram. This is useful for making parts out of materials such as Molybdenum, Tungsten that are relatively hard to extrude using normal extrusion methods.
Extrusion Coating/Lamination • In extrusion coating and lamination, resin is melted and formed into thin hot film, which is coated onto a moving, flat substrate such as paper, paperboard, metal foil, or plastic film. The coated substrate then passes between a set of counter-rotating rolls, which press the coating onto the substrate to ensure complete contact and adhesion. • Extrusion laminating, also called sandwich laminating, is a process related to extrusion coating. However, in this case, the extrusion coated layer is used as an adhesive layer between two or more substrates. A second layer is applied to the extrusion coating while it is still hot and then the sandwich is pressed together by pressure rolls. The extrusion coated layer may also serve as a moisture barrier. • In film lamination, a fabricated film is adhered to a moving substrate by application of heat and pressure. Film lamination methods include hot roll, belt, flame, calender lamination and sheet extrusion; each type providing a different combination of heat and pressure. The laminated film can add a functional surface to a substrate, or be used between two substrates to stick them together. • Substrates that can be coated with polyolefins include paper, paperboard, biaxially-oriented polypropylene (BOPP), biaxially-oriented nylon (BON), polyester and other plastic films, metal foil, fabrics, glass fiber mat, metal sheet and flexible foams.
Lamination with Film Substrates • Hot Roll/Belt Lamination • Hot roll and belt lamination use heat and pressure as their means of bonding. The Dow Chemical Company's (Dow) adhesive films to your desired substrate. As shown below, the adhesive film and substrate are drawn onto heated rollers where the materials are heated and pressed together. The heat activates the adhesive film, creating a bond when pressed against the substrate material. Hot roll and belt lamination of Dow's engineered adhesive films allow for continuous in-line lamination and an even distribution of adhesive. • With your needs in mind, Dow has developed a portfolio of products that bond to a variety of substrate materials. Dow's adhesive films are composed of thermoplastic polymers that allow them to be reheated and molded in subsequent operations.
Flame Lamination • Flame lamination is often used to bond film and/or fabric to soft polyurethane foams. The process, shown below, involves the passing of the soft foam over an open flame, which creates a thin layer of molten polymer. The film and/or fabric are quickly pressed against the foam while it is still in the molten state. The strength of the bond depends upon the film, fabric and foam selected and the processing conditions (i.e., gas type, flame height and spread, foam burn-off and nip pressure). • Flame lamination is a continuous process that, depending on the equipment, adheres fabric or film to one or both sides of the foam in a single pass. Using The Dow Chemical Company's (Dow) engineered adhesive films in your flame lamination process will provide an opportunity for an even distribution of adhesive.
Calender Lamination • Calender lamination of The Dow Chemical Company's (Dow) engineered adhesive films allows for continuous in-line lamination and provides an opportunity for an even distribution of adhesive. Calender lamination, similar to hot roll lamination, uses a heated three-roll stack to heat and activate Dow's adhesive films. The adhesive film and substrate, shown below, are drawn into a stack of heated rolls where the film is heated, activated and applied to the substrate. Material selection is critical in providing a strong, long-lasting bond between the film and the substrate. That's why we encourage you to STICK WITH US™ and work with Dow's adhesive films team for your dry adhesive needs.
Sheet Extrusion • Thermoplastic polymers are often extruded into a sheet for subsequent forming/processing. The Dow Chemical Company's (Dow) engineered adhesive films allow for in-line lamination and even distribution of adhesive in your extrusion process. The polymer sheet, shown below, is extruded and then brought into contact with the adhesive film. The residual heat from the extruded sheet activates the adhesive. The strength of the bond depends upon material selection and processing conditions. That's why when you STICK WITH US™ Dow will work with you to determine the best combination of materials for your processing conditions
Profile Extrusion • Profile and pipe extrusion is normally carried out using a single screw extruder which melts and conveys the pellets through an annular die. Under vacuum (pressure sizing is less common), the profile/pipe is then formed by cooling in a water bath with its outside diameter dimension controlled by a calibration sleeve. The profile/pipe is continually taken away from the die head by a haul-off and then cut to size. • Profiles and pipes can vary in diameter with corresponding increases in wall thickness. Processing pellets into pipes and profiles for such a large range of sizes presents different extrusion challenges. However, basic pipe extrusion requirements hold good for most sizes.