Download

1 / 13
130 likes | 138 Vues
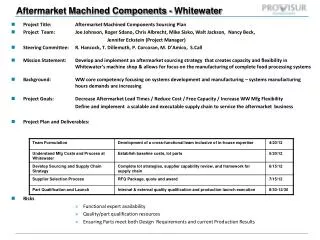
Machined Belt Buckle Process Plan. Material List. .500” x .500” x 6.5” 7075 Aluminum bar stock (1piece) .250” O.D. x 1.700” long 303 stainless steel (2 pieces) 4 x #8-32 x .500” long flat head screws 1.5” belt. Belt Buckle: CNC Operations.

E N D
Material List • .500” x .500” x 6.5” 7075 Aluminum bar stock (1piece) • .250” O.D. x 1.700” long 303 stainless steel (2 pieces) • 4 x #8-32 x .500” long flat head screws • 1.5” belt
Belt Buckle: CNC Operations • Ensure correct tooling is loaded as follows and touched off appropriately • T2 - .250” flat endmill (center cutting) • T3 - #4 x 82° center drill • T4 - #17 drill bit • T5 - 3/16 x 45° chamfer tool • Use edge finder to set work offset (G54) to the back left corner of stock
Belt Buckle: CNC operations • Load bar stock into CNC mill and center in vise with ~.25” hanging off each end.
Belt Buckle: CNC Operations • Execute belt buckle program
Belt Buckle: Manual Operations - Bandsaw Cut tang piece away from side pieces in bandsaw
Belt Buckle: Manual Operations - Mill • Put buckle side pieces in manual mill on highest parallels, leave one end off vise to aid in measuring without stock removal • Face off excess material until pieces are .250” thick
Belt Buckle: Manual Operations - Mill Check thickness of side pieces with micrometer
Belt Buckle: Manual Operations - Mill • Place tang piece with large end hanging off vise. Only use 1 parallel. • Face off excess until tang is .156” thick. Take smaller cuts (~.030” as you get further into it. The hole area is fragile and can bend if you take too heavy of a cut.
Belt Buckle: Manual Operations - Lathe This process will be repeated twice to make 2 crossbars. • Place stock in lathe and face one end until clean. • Spot drill
Belt Buckle: Manual Operations - Lathe • Drill ~.750 deep using #29 drill • Tap hole using #8-32 tap
Belt Buckle: Manual Operations - Lathe • Flip bar over and face other end to clean up. Remove and measure. • Face bar to 1.575”. Reinstall and repeat steps from slides 9 and 10
Belt Buckle: Finishing • Deburr all parts • If desired, use vibratory tumbler to polish parts • Assemble belt buckle onto belt