Download
1 / 13
130 likes | 137 Vues
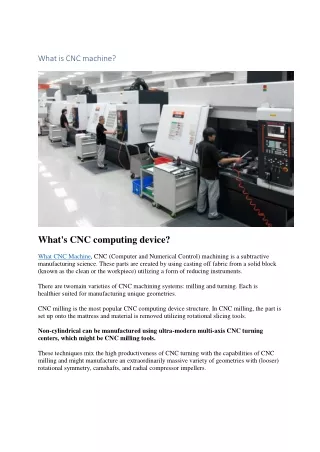
What is an u00a0ATC stands for in CNC machine?<br>An automatic tool changer often referred to as an ATC, is used to improve both the production and the tool carrying capacity of a computerised numerical control or CNC machine tool. It does this by allowing the machine to work with various different tools. As such it is part of the process to achieve full automation. bw5f28sd

E N D
New ATC Stands For In CNC Machine With Drilling What is an ATC stands for in CNC machine? An automatic tool changer often referred to as an ATC, is used to improve both the production and the tool carrying capacity of a computerised numerical control or CNC machine tool. It does this by allowing the machine to work with various different tools. As such it is part of the process to achieve full automation. bw5f28sd
This operation introduces how to execute tool calibration on an automatic tool changer cnc router with drilling head. The current tool is T3, click [Measure] to measure the length for T3. Click [F4-MDI] at the bottom, find the next tool number (T2), and click [perform] to switch the current tool from T3 to T2 The current tool is T2 now, click [Measure] to measure the length for T2. Click [F4-MDI] at the bottom, find the next tool number (T1), and click [perform] to switch the current tool from T2 to T1 The current tool is T1 now, click [Measure] to measure the length for T1. auto tool change spindle and drill bank Step 2. Switch On Vacuum Pads Press the button to power on the vacuum pads.
When we push the plank with our hands, but the plank does not move, we can proceed. Step 3. Set the Workpiece Origin for the Spindle The workpiece origin is the origin of each axis in the program file. This operation is used to clear the current workpiece coordinate of each axis and set the workpiece offset to the corresponding machine coordinate of each axis. As a result, the workpiece origin turns to zero. Click [Y-] to move the ATC CNC router head to the front of the working table. Click [HW] to switch to handwheel control mode. Turn the handwheel to move the tool to the lower-left corner of the board, and make the tool touch the surface of the wood sheet.
Check that the current coordinate system is G54. Click the lower part of the button [Clear], select the option [Z Clear] – click the lower part. Click the upper part of the button [Z Clear] to clear the Z-axis first. – click the upper part. Now the workpiece coordinate of Z becomes zero. Click the lower part of the button [Clear], select the option [XY Clear] – click the lower part. Click the upper part of the button [XY Clear] to clear the X and Y axis. – click the upper part. Now the workpiece coordinate of X and Y becomes zero. Step 4. Set the Workpiece Origin for Horizontal Drills
In the previous step, we cleared the workpiece origin on the coordinate system of the spindle path file (G54). In this step, we will clear the workpiece origin for the coordinate system used by the horizontal drill head (it includes G55, G56, G57, G58). Gentle Reminder: The workpiece origin is the origin of each axis in the program file. This operation is used to clear the current workpiece coordinate of each axis and set the workpiece offset to the corresponding machine coordinate of each axis. As a result, the workpiece origin turns to zero. Starting from G55, we open the tool path file to see which tool the G55 coordinate system corresponds to. It can be seen from the file that the tool number in G55 is T23. So, let’s activate the tool T23. Click [F4-MDI] at the bottom, find the tool number (T23), and click [execute] to activate tool.
T23 is pushed down. Close. Click [HW] to switch to handwheel control mode. Turn the handwheel to move the tool to the top-right corner, and make the tool contact the material's surface. Click the coordinate system [G55]. Click [Modify], the current coordinate is G55. Click the lower part of the button [Clear], select the option [ALL Clear]. Click the upper part of the button [ALL Clear] to clear. The workpiece origin of G55 becomes zero.
The next one is G56, click G56. We open the tool path file to see which tool the G56 coordinate system corresponds to. It's T23 too. Click [Continuous] to switch to Continuous motion mode. Lift the ATC router head first, then move it to the other side of the plate. Click [HW] to switch to handwheel control mode. Turn the handwheel to move the tool to the top-left corner, and make the tool contact the material's surface. Click [Modify], the current coordinate is G56. Click the upper part of the button [ALL Clear] to clear. The workpiece origin of G56 becomes zero.
The next one is G57, click [G57-G59], then click [G57]. We open the toolpath file to see which tool the G57 coordinate system corresponds to. It is T21. Click [Continuous] to switch to Continuous motion mode. Lift the machine head. Let us activate the tool T21. Click [F4-MDI] at the bottom, find the tool number (T21), and click [execute] to activate tool – T21. T21 is pushed down. Move head to the other side of the wood panel. Click [HW] to switch to handwheel control mode.
Turn the handwheel to move the tool to the top-left corner, and make the tool contact the material's surface. Click [Modify], the current coordinate is G57. Click the upper part of the button [ALL Clear] to clear. The workpiece origin of G57 becomes zero. The last one is G58. Click [G58]. Click [Continuous] to switch to Continuous motion mode. Lift the machine head first, then move it to the rear side of the plate. Click [HW] to switch to handwheel control mode. Turn the handwheel to move the tool to the top-right corner, and make the tool contact the surface of the material. Click [Modify], the current coordinate is G58.
Click the upper part of the button [ALL Clear] to clear. The workpiece origin of G58 becomes zero. Click [Continuous] to switch to Continuous motion mode, and lift the machine head. Step 4. Load File & Start Machining
This operation is used to load a program file for machining. Before loading a program file, prepare a machining file. What is the use of ATC & tool magazine? A tool magazine and automatic tool changer (ATC) is used to store and change tools in a machining center, which plays an important role in automatic manufacturing. Therefore, the stability and reliability of a tool magazine and ATC are very important to a machining center. Applicable Industries of Linear ATC CNC Router Machine : Woodworking industry: Solid wood furniture, solid wood art murals, MDF paint-free doors, composite doors, cabinet windows, bedside tables, screen carvings, mahogany furniture, wave board processing and other furniture. Advertising industry: Acrylic, two-color plate, PVC, ABS, aluminum-plastic plate engraving, various signs, advertising signage, sign making, cutting of advertising materials, blister molding, LED neon making and other advertising decoration products.
Soft Metal Industry: Can engraving various metal molds: steel, copper, aluminum and other soft metals.