Download
1 / 10
740 likes | 2.66k Vues
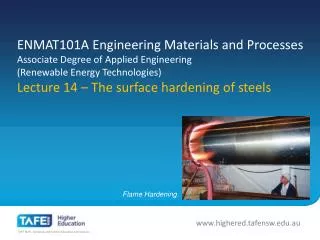
HARDENING. High hardness values can be obtained by the process c/a Hardening. hardening consists of heating to hardening temperature , holding at that temperature, followed by rapid cooling such as quenching in water, oil or salt bath.

E N D
HARDENING • High hardness values can be obtained by the process c/a Hardening. • hardening consists of heating to hardening temperature, holding at that temperature, followed by rapid coolingsuch as quenching in water, oil or salt bath. • High hardness is obtained due to phase transformation at considerably low temperature into non equilibrium phase namely Martensite. • It is also called as Hardening by quenching.
PURPOSES OF HARDENING • Main purpose to Develop high Hardness • Improve wear resistance- for tool steel • Improve tensile strength-for structural steel • Improve yield strength-spring steel
Hardening Temperatures • For Hypo-eutectoid steel;-Ac3 +30-500c. • For hypereutectoid and eutectoid steel- Ac1+30-500c. i.e. between Ac1 to Acm • Why not above Acm for hypereutectoid steel? • What if hardening temperature for hypo eutectoid steel is between AC1 and AC3? Acm A3 A1
Factors Affecting Hardening process the properties of hardened steel depends upon following factors: • Chemical composition • Size and shape of steel part • Hardening cycle • Homogeneity and grain size of austenite • Quenching media. • Surface condition of steel part All these factors are interrelated.
Factors Affecting Hardening process • Chemical composition It determines hardening temperature since it decides critical temperatures. Alloying elements ,their nature and amount are very important . The austenite stabilizer results in high amount of RA. Carbide former improves wear resistance of steel • Size and shape of steel part:Larger parts with variable thickness heated slowly. Holding time must be sufficient to ensure uniform temperature throughout the specimen. For larger parts, martensite formation will not proceed simultaneously throughout the volume. This results in production of high magnitude of internal stresses due to volume change.
Factors Affecting Hardening process • Hardening cycle: Hardening temperature should be such that homogeneous austenite with minimum grain size is produced.The cooling rate must be just equal to CCR. Slow heating rate are to be avoided in case where the problem of oxidation and decarburization is encountered. • Homogeneity and grain size of austenite: The properties of steel largely depends upon the nature of austenite since martensite directly formed from austenite.Coarse grains are not desirable. • Quenching media: Quenching media must provides the cooling rate higher than CCR. The quenchant properties such as thermal conductivity, latent heat of vapourization, specific heat, its temperature affects cooling rate. • Surface condition of steel part:Presence of oil, greases, scales and other particles on steel surface may leads to incomplete hardening.
Hardening or Quenching Methods Hardening can be done in several ways, depending upon quenching procedures. The different quenching or hardening methods are: • Conventional or direct quenching. • Quenching in stages in sequence in different media. • Spray quenching. • Quenching with self tempering • Isothermal quenching or Austempering. • Stepped quenching or martempering.
Hardening or Quenching Methods • Conventional or direct quenching: • Simplest and extensively used method. The component is quenched from hardening temperature in quenching bath and allowed to cool up to temperature of quenching bath. Sever internal stresses, distortion and cracking are developed due to drastic cooling. Suitable for only smaller sections and simple sections • b. quenching in stages in sequence in different media: It consists of quenching the steel parts from hardening temperature to a bath maintain at a predetermined temperature higher than Ms temperature. The part is then quickly transfer to a milder quenchant to cool down to room temperature. Internal stresses developed are less than direct quenching as severity of cooling is reduced.
c. Spray quenching: The cooling from hardening temperature is done by spraying quenchant continuously on steel part. Theheat extraction rate is higherthan direct quenching as quenchant is always in contact with the steel surface. There is no formation of vapor film over the steel surface. Suitable for selective hardening. d. Quenching with self tempering/Time quenching:Here the part is quenched from hardening temperature and is withdrawn from quenching bath after some time without allowing it to cool completely in the quenching medium. i.e. considerable amount of heat will retained in the central portion. Then component is cooled to room temperature in a mild coolant like oil or air. First cooling forms martensite upto certain extent and second cooling undergo austenite to pearlite transformation and tempering of martensite formed in first stage. Process result in tough core and hard surface. Additional tempering is not required.
Sudden catastrophic failure of Liberty ships in N. Atlantic (~1941)Temperature dropped to below DBTT leading to a drastic drop in toughness