Download
1 / 18
180 likes | 257 Vues
Lap and butt joining by a CO 2 laser of titanium alloys for civil and military high speed aircrafts. F.Caiazzo 1 , F.Curcio 1 , G.Daurelio 2 , F.Memola Capece Minutolo 3 , F.Ottonelli 4 1 University of Salerno, Italy

E N D
Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts F.Caiazzo1, F.Curcio1, G.Daurelio2, F.Memola Capece Minutolo3, F.Ottonelli4 1 University of Salerno, Italy 2 Centro Laser, S.c.r.l.– Centro Ricerche , Valenzano ( Bari ) - Italy 3 University of Naples “Federico II”, Naples , Italy 4 Research Unit INFM, Dept. of Physics, Univ. of Bari , Bari , Italy
(I) Introduction • The searching for high performance in the next generations of H.S.A. (High Speed Aircraft) regarding a long life service, high speed, high temperature makes the use of titanium and its alloys necessary because of its properties • For this aim three Ti alloys, Ti6Al4V annealed,Ti6242 and Tiβ21 have been studied and tested by using a 2.5 kW CO2 laser Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
(II) Introduction • Three covering gases He, Ar and N2, have been employed with different welding nozzles to value which is the best gas that offers a good quality and geometry on the bead without surface and internal defects • A 0.5 to 10 m/min welding speed range has been used to verify some different cooling speed rates of the melted and resolidified zone vs quality, defects type and microstructure of the joint • Some non destructive tests as visual examinations of the crown and root of each weld were tested; so that different coloured surface oxidations and possible surface defects were detected Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
(I) Experimental analysis : materials As CO2 Laser, a Rofin Sinar Mod. DC 025 was employed, 2.5 kW max power level Three different Ti alloys have been studied : - Ti6Al4V - Grade 5 annealed, an α/ β high strength alloy, with 1- 1.5 – 2.5 and 2.85 mm thick sheets. - Ti6242 (Ti6Al2Sn4Zr2Mo), an α /super α alloy, with 0.1 mm (100 μm) thick sheet, gloss surface. - Tiβ21 (Ti15Mo3Al2.7Nb0.25Si), a β corrosion resistant alloy, 0.1 mm (100 μm) thick, mat surface Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
(II) Experimental analysis :Electrical resistivity Comparison among typical thermo-physical properties of different materials Metal’s surface absorption : A% = 1,12 Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
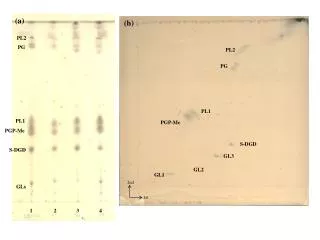
(III) Experimental analysis: SEM/EDS analysis SEM / EDS analysis of a Ti 6242 and of a Ti β21 sample These analyses confirmed the chemical composition of these alloys Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
(IV) Experimental analysis: interpretation of the surface colour of the bead crown and root Monitored surface colour vs joint mechanical properties and acceptability grade Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
CO2 Laser Welding Process: Ti6242 - Tiβ21 Welding 0.1 mm (100 μm) thick sheet penetration depths and lap joints were tested The laser system used have not allowed the welding of thin sheets even if the least power level 600W and max vel. 10 m/mins are used For 0.1mm thick sheets, CO2 laser is a good solution but the power required should be about 100 to 200 W at most with welding speed values very high (10 m/min and more) Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
CO2 Laser Welding Process: Ti6Al4V Welding Three different covering gas have been tested to monitor the welded surface colour (1) Silver (S) -Light Straw (LS) - Dark Straw (DS) - Dark Blue (DB) - Light Blue (LB) - Grey Blue (GB) - Grey (G) - White (W) Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
Ti6Al4V Welding: Monitored Surface Colours (1) Silver (S) -Light Straw (LS) - Dark Straw (DS) - Dark Blue (DB) - Light Blue (LB) - Grey Blue (GB) - Grey (G) - White (W) DB DS G LS Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
Ti6Al4V : Plots (I) a) Laser welding critical speeds vs different thickness of Ti Al 4V alloy for different discrete CO2 laser power levels (1-1.5 - 2 and 2.5 kW) by using He (2000 Nl/h - 3 bar) as covering gas. b) Full penetration depths vs different critical laser welding speeds of Ti 6Al 4V alloy for different discrete CO2 laser power levels (1.5- 2 and 2.5 kW) by using He (2000 Nl/h - 3 bar) as covering gas Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
Ti6Al4V: Plots (II) Laser welding critical speeds vs different CO2 laser power levels (0.8 to 2.5 kW) for different discrete thickness of Ti Al 4V alloy by using He (2000 Nl/h -3 bar) as covering gas Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
Working parameters for full penetration depths and lap joints on Ti 6Al 4V alloy by using He (2000 Nl/h - 3 bar) as covering gas (1) Silver (S) -Light Straw (LS) - Dark Straw (DS) - Dark Blue (DB) - Light Blue (LB) - Grey Blue (GB) - Grey (G) - White (W) ; (2) Lap joints ( 1+1 or 1+2.5 or 2.5+2.5 mm ) Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
Metallographic Observations (I) Inserire foto cordoni con diversi parametri di saldatura e differenti gas di copertura Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
Metallographic Observations (I) Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
Metallographic Observations (II) Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
CONCLUSIONS (I) • It was possible to foresee a good process weldability for all three Ti alloys, Ti6Al4V, Ti6242 and Tiβ21 because of their A% values. For sheets very thin, CO2 laser source is a good solution but the power required should be about 100 to 200 W at maximum, with welding speed values very high (10 m/min and more) • Ti6Al4V sheets welding has been tested with different covering gas, while the welds produced with N2 appear with a GREY colour , good results have been obtained using He. • the thermal conductivity is very low and the A % is very high (15 % at T20); the laser power levels are high and the laser power densities are very high . Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts
CONCLUSIONS (II) • A key-holing has been created and a deep penetration welding process obtained , increasing the absorption A % and the efficiency of the process • the maximum thickness that could be welded by 2.5 kW CO2 laser seems to be about 5 mm, and this confirms “a rule” that says “the maximum thickness to be weld is approximately 1.5 to 2 times the maximum laser power, depending on the material” • Non Destructive Testings on the welds as visual examinations have shown no hot cracks, no detectable surface defects, no micro-cracks and no wide surface micro-pores • This experimental work is just at beginning ; it is actually in progress Lap and butt joining by a CO2 laser of titanium alloys for civil and military high speed aircrafts