Download
1 / 28
330 likes | 638 Vues
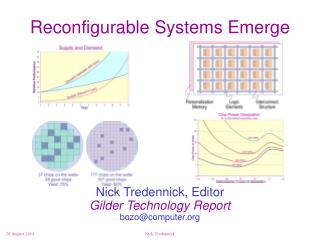
Engineering Research Center for Reconfigurable Manufacturing Systems. TA-3 Projects In-Process Metrology. The University of Michigan, Ann Arbor. Motivation of TA-3. Results of TA-3: In Process Metrology. Our results in Metrology are divided into two areas:

E N D
Engineering Research Center forReconfigurable Manufacturing Systems TA-3 Projects In-Process Metrology The University of Michigan, Ann Arbor
Results of TA-3: In Process Metrology • Our results in Metrology are divided into two areas: • Metrology infrastructure i.e. methodologies and algorithms . Each of the listed items is backed up with a report or paper. • 2. Metrology hardware i.e. Machines and devices developed for specific applications.
Algorithms for precise measurement of complex volumes using 3D vision Real time vision algorithms for dimensional measurements Algorithms for precise calculation of the diameter of pores Algorithms for quantification of small indents on autobody panels Hardware and algorithms for detecting pores inside small diameter bores TA-3 Infrastructure: Computer Vision
Methodology: Methodology for fixtureless inspection of free form parts Algorithms: Algorithms to support the above methodology: 3D reconstruction algorithms Automatic tracking algorithms TA-3 Infrastructure: Free Form Surface Inspection
Design concepts and algorithms for the reconfigurable inspection machine Real time flatness and parallelism measurement techniques for prismatic machined parts Algorithms to convert non contact probe measurements to contact CMM measurements for comparison (“Virtual ball”) Laser technology and algorithms to identify residual boring marks in real time Self calibration algorithms Benchmarking study of all available non-contact, high-precision measurement technologies Laser technology and algorithms for error corrections and alignment of machine tools TA-3 Infrastructure: Measurements
Reconfigurable Inspection Machine-RIM Same machineNew Configuration Vision system Engine cylinder head Laser probes Slide system
RIM –Technology Transfer Plant floor testing (2/3 - 2006) GEMA – Dundee, MI GM “RIM”- Flint Plant
Inspection of Complex Surfaces • Objective: • To develop a rapid and accurate reconfigurable optical system for inspecting a part family with sculpture surfaces Probe Controller Stage Controller • Accomplishments: • Designed and built a laboratory prototype inspection machine for turbine blades. • Developed algorithms for turbine blade inspection and performed automatic inspections. • Generate interests from non-automotive industry (e.g.Aerospace Industry)
Inspection of Complex Surfaces Blade Inspection Machine (BIM) Computer Inspected Part Linear Motion Stages Rotary Stage Non-Contact Laser Probe
Project #1 - Cylinder Bore Surface Inspection Prototype • Goal • Build a portable machine prototype for bore inspection technology (V and L blocks) that meets production line rates ( about 20 sec.) • Deliverables • The prototype was built and integrated • The software for data collection and analysis is operating and will be improved • Technology Transfer (to be discussed)
Full Scale Prototype Four laser probes V-8 Engine Inspection Setup
Technology transfer of prototype system Optimization of parallel detection at the ERC Study detection of rough hone or boring stages marks Evaluate the possibility of measuring dimensional properties of the bore Future Work
Goal Surface defects detection (mainly porosity) in small diameter holes Deliverables Stage 1 (Completed) Literature review Problem analysis Concepts suggestion Stage 2 (To be completed12/07) Proof of concept Stage 3 (To be discussed) Build a prototype Project #2 - Inspection of Surface Defects in Small Diameter Bores
Sight Pipe System Detected Pores CCD Sight Pipe Part Bore Image Top view of the system
Optimize the pore detection algorithms Improve the mounting structure of the sight pipe system Increase the optical magnification to get higher resolution Upgrade the CCD and DAQ device for higher speed Continue the Mini CCD study Decide about building a demonstrator Next Steps
Project #3 - In-line Valve Seat Inspection • Goal • Develop an accurate technique for in-line measurements of valve seat properties: • Profile (in Progress) • Geometry (Roundness & Run out – to be evaluated) • Deliverables • Literature review (done) • Alternatives evaluation (done) • Concept development (in progress) • Build a demonstrator (ME 450) • Build a prototype (To be discussed)
Experimental Setup For Valve Seats Measurement • Critical Dimensional and Geometric Features • Seat Angle (with respect to valve guide) • Seat Length • Roundness of critical seat • Run-out of critical seat (with respect to valve guide) • Current Setup • 2-axis Aerotech motion stage system • OptimetConoprobe: single point laser range sensor • Setup Improvements • Addition of 3rd axis system for multiple cross sections • Portable demonstrator (ME450: senior design class)
Project #4 -Reconfigurable System for Turbine Blade Finishing The Goal: To develop a closed-loop system for Turbine Blades Finishing that includes: defects detection, machining and inspection Blade Inspection Machine (BIM) Grinding Robot
Location Calculator (Relative to the part) Measuring Machine location CAD Model Correction Action Part Robot Robot Location Data Processing Sensor Command + Finished Parts - Measuring Machine Motion Integration of Measurement and Machining • Closed loop integration of measurement and machining • Inspection machine detects and measures defects on turbine blade • Defect coordinates fed to the automatic robot for machining • Robot machines the defects • Inspection machine validates machining
2050 2000 1950 1900 Z 1850 1800 1750 1700 670 675 680 685 690 695 X Project #5 - Inspectionof Auto-body Panels (New Title: Measurement of Small Curvatures) • MOTIVATION • Automated detection of defects on auto body stamped panels • OBJECTIVES • Development of technologies and methods for reliable, automatic surface curvature measurement • DELIVERABLES • Sound analytical understanding and proof of concept • Implement the method for measuring dents on sheet metal parts • ACCOMPLISHMENTS • Surface defects quantitative characterization • Appropriate technology is currently identified for surface defect analysis and a prototype was designed and is built.
Set Up and Master Plate for Calibration Research tools Experimental Set Up Sample Master Plate
Project #6 - Dimensional Measurement of Bores • Goals: • Evaluate probe technology for dimensional measurement of cylinder bores combined with NCU inspection capability • Develop rapid imaging system to inspect defect of interest inside the bore. • Time frame for the project: 2-years
Scatter from surface is imaged onto detector by lens. Image position changes with distance from probe to surface. Detector is position sensitive. Dimension Sensing Probe Bore Surface Slip Ring Mirror Lens Detector Laser
Rapid Imaging System Set Up Borescope Rotary table Monitor Fiber illumination source
The End Questions are Welcomed!
Goal Automatic porosity detection on engine pistons Deliverables Building a prototype for image acquisition of cylindrical surfaces Developing an algorithm for the auto-alignment of masks and templates Algorithms for automated porosity detection Automatic Porosity Detection on Engine Pistons