Download
1 / 16
160 likes | 231 Vues
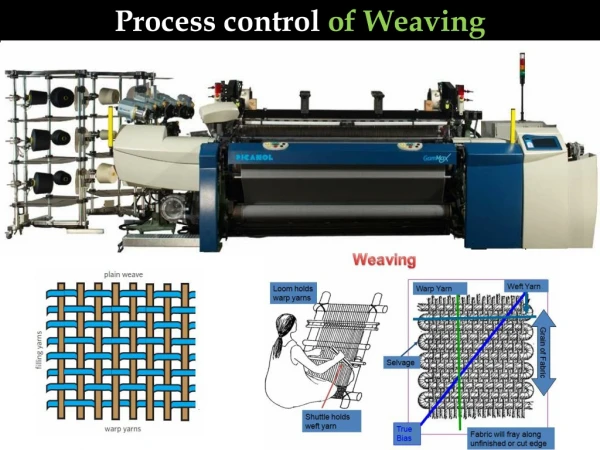
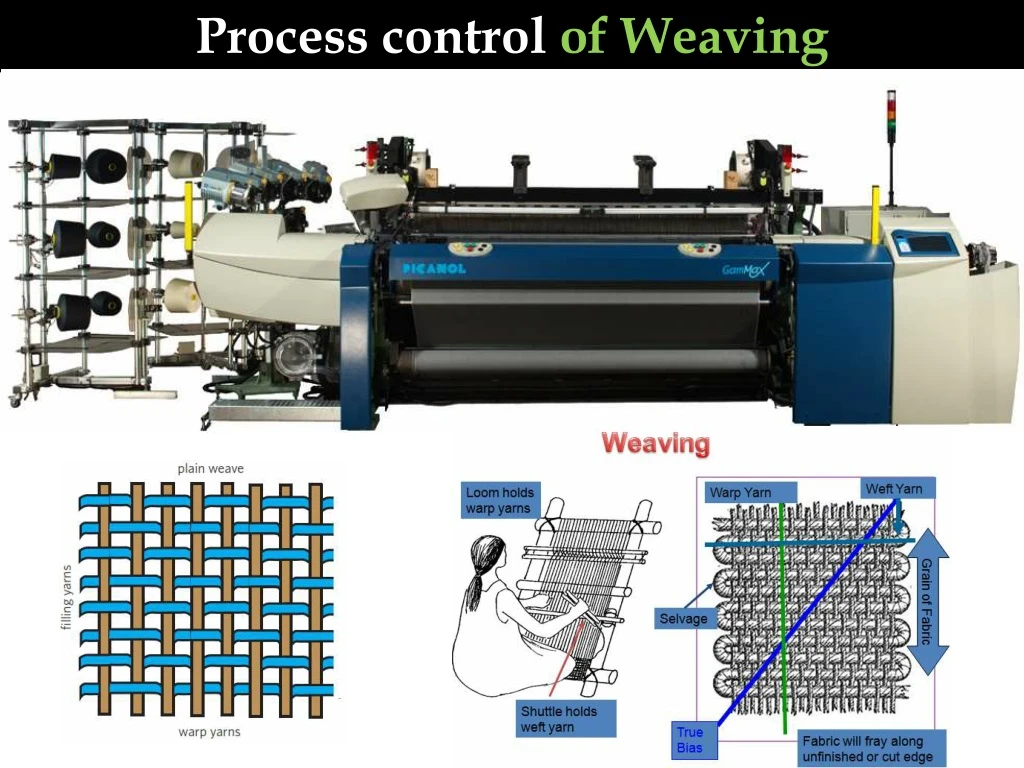
Presentation about 'Process control of weaving'

E N D
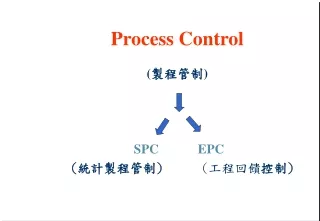
INTRODUCTION Introduction : Process control is defined as a statistical & engineering tools or discipline that deals with architecture ( structure ) , mechanism and algorithm (sequence of finite instruction ) for controlling the output of a specific production process . Quality is formed during production process . So, if a production process is not controlled, the target production quality or reference parameter may not achieved
PROCESS CONTROL Process control is performed by six steps : 1. Step-1: Draw process flow chart showing real change in products geometry 2. Step-2 : Segregate or highlight the part of the flow chart where any change is taking place 3. Step-3 : Find the set points or control points value at each step 4. Step-4 : Determine which output variables have gone out of the range of standard / reference values beyond tolerance 5. Step- 5 : Identify cause which is responsible 6. Step-6 : Make recommendation as what to do
Fabric Sample :Denim Fabric Construction :( 73 × 43 / 15 × 10 ) × 55 Structure :Twill Interlacing Pattern :2/1 Yarn Type :Cotton Yarn GSM :230
Input Variable of Warping Yarn Count CV % Strength / tenacity Breaking elongation (%) Minimum Staple length of Yarn Contamination Yarn type Yarn hairiness Yarn micronaire value Twist factor Input Quantity 15 10 11 8 2.5 Moderate Cotton Moderate 3.5 4 Required Quantity 16 12 13 8.5 2.7 Moderate Cotton Low 4 4.5
Output Variable of Warping Yarn uniformity (CV % ) Output Quantity 10 Required Quantity 12 Process Control Uniformity of warped yarn depends on the uniformity of the input raw yarn. By controlling the uniformity of raw yarn warped yarn uniformity also can be controlled To reduce yarn breakage lower strength / tenacity yarn has to remove To maintain the yarn density of warp beam perfect count of V – reed have to be used To maintain the warp beam diameter , beam barrel diameter also have to control during selection of warp beam To produce the actual wide of the fabric the warp beam diameter also have to be perfect . It is control during selection of warp beam To reduce coarse knot actual quantity & type of yarn twist have to be maintain Broken or loose ends 10 5 Density of package(yarn/inch) 132 130 Beam barrel diameter ( inch) 12 13 Width of warp beam 58 60 Coarse knots 10 5
Output Variable of Sizing Count of sized yarn Output Quantity 8 Required Quantity 10 Process Control To maintain sized yarn count proper amount of sizing percentage have to be maintained Uniformity of sized yarn can be maintained by properly sizing Percent of size can be maintained by controlling the immersion roller Strength & uniformity of sized yarn can be maintained by maintaining the proper sizing recipe & heat of drying chamber Unwindability can be reduce by properly drying sized yarn Density of sized beam can be maintained by controlling the width Uniformity of sized yarn Moderate Good Percent of size 3 1.5 Strength & uniformity of sized yarn 13 15 Unwindability Low Moderate Density of sized beam ( yarn / inch ) 73 75
Output Variable of Drawing in & trying Cross ends Output Quantity 5 Required Quantity 3 Process Control Cross ends can be reduce by carefully drawing - in Extra ends can be reduce by conforming sufficient yarn strength Extra ends 10 5
Output Variable of Warping Construction Output Quantity 73 × 43 / 15 × 10 Required Quantity 75 × 45 / 16 × 12 Process Control Construction of the fabric can be maintained by using proper reed count &pattern card GSM of the fabric can be maintained by using proper fabric construction & yarn count Salvage Structure can be maintained by using proper type of selvedge & the salvage forming pattern card Broken ends / picks can be reduce by controlling the RPM of the loom Double ends / double picks can reduce by carefully drawing – in GSM 230 235 Salvage Structure Plain Plain Broken ends / picks 5 3 Double ends / double picks 5 3
Output Variable of Warping End out / miss picks / knot Output Quantity 6 Required Quantity 4 Process Control End out / miss picks / knot can be reduce by properly adjusting the ends / picks after broken Holes in the fabrics can be removed by reducing the no. of naps in the yarn Reed streak can be removed by maintaining or replacing the reed Stop marks can be reduce by reducing the machine stoppage time during production Dirt amount can be reduce by controlling the dirt contamination & carefully handling the machine Hole ( per lot ) 10 8 Reed streak 3 2 Stop marks ( Per lot ) 8 5 Dirt amount Moderate Low
CONCLUSION: Conclusion: By this experiment we have learn about process quality control of weaving section. Which has increased our practical knowledge about process quality control. It will be helpful for our future practical knowledge.