Download
1 / 36
380 likes | 402 Vues
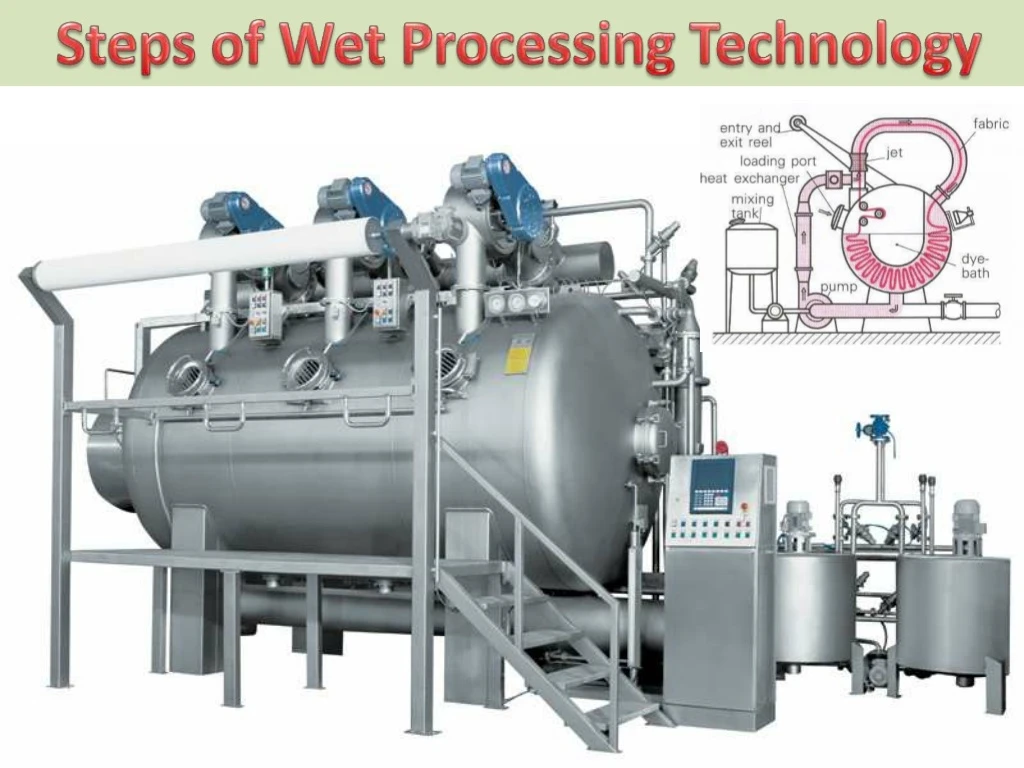
Presentation about 'Steps of Wet Processing Technology'

E N D
Prepared By : Prepared By : Mazadul Hasan sheshir ID: 2010000400008 13thBatch (session 2009-2013) Department : Wet Processing Technology Email: mazadulhasan@yahoo.com Blog : www. Textilelab.blogspot.com (visit) Southeast University Department Of Textile Engineering I/A 251,252 Tejgaon ,Dhaka Bangladesh
. Desizing .
Scouring Process There are two types of textile scouring processes – 1. Conventional scouring process: • Kier boiling (discontinuous) scouring. • Scouring in J or L box (continuous). • Exhaust method 2. Special scouring process: • Solvent scouring process. • Vapor lock scouring proces
General recipe for scouring for Kier boiler process: •Alkali (NaOH) - 2 to 5 gm per Litre. •Soda ash - x gm per Litre to adjust PH (PH required for scouring is 10.5). •Wetting agent - 1 gm per Litre. •Sequestering agent - 1 gm per Litre. •Detergent - 1 to 2 gm per Litre. •Temperature - 100 to 1250c. •Time - 6 hours (close vessel) and 8 hours (open vessel) •M : L - 1 : 10
Description and Working Principle of Scouring Process: Kier boiler is a long mild steel or cast iron cylindrical vessel provided with two perforated tube sheets (disc with a number of holes). One is placed at the bottom and another is top. These discs are connected by a number of tunes which carry the liquor from the bottom compartment to the upper one. In the middle compartment steam is passed. Thus the tubes carrying the liquor are surrounded by steam which heats them. The hot liquor from the multitublar heater is sprayed over the cloth, packed in the kier, through a hollow perforated ring. The liquid passes slowly over the packed cloth, collects below the false bottom, from where it is pumped into the auxiliary heater by a centrifugal pump and the cycle repeats.
Bleaching • Bleaching improves whiteness by removing natural coloration and remaining trace impurities from the cotton; the degree of bleaching necessary is determined by the required whiteness and absorbency. Cotton being a vegetable fiber will be bleached using an oxidizing agent, such as dilute sodium hypochlorite or dilute hydrogen peroxide. If the fabric is to be dyed a deep shade, then lower levels of bleaching are acceptable. However, for white bed sheets and medical applications, the highest levels of whiteness and absorbency are essential. • Reductive bleaching is also carried out, using sodium hydrosulphite. Fibers like polyamide, polyacrylics and polyacetates can be bleached using reductive bleaching technology. • After scouring and bleaching, optical brightening agents (OBA), are applied to make the textile material appear more white. These OBAs are available in different tints such as blue, violet and red.
Mercerizing process Mercerizing is the process to improve the luster, hand and other properties of cotton by using strong caustic alkaline solution . In this process, it can be divided into three uses that are dyeing printing, finishing and it also has been used in final appearance in general.
Note: Fabric Mercerization is Cheaper than double Mercerization which provides a softer hand
DYEING PROCESS Dyeing is the process of give color to fibers, yarn, or fabrics by using natural or synthetic dye [1] . In this process it have involving three principle process, that are retardation, migration and diffusion which all this are chemical process. There are many type of dyeing that using in textile wet processing such as cross dyeing, union dyeing and gel dyeing. All of then has there own process to make the dyeing process smoothly and produce a good quality of dyeing. Figure 6 : Type of a few color that use in dyeing process
TEXTILE PRINTING Textile printing is referred as localized dyeing. It is the application of color in the form of a paste or ink to the surface of a fabric, in a predetermined pattern. Printing designs onto already dyed fabric is also possible. In properly printed fabrics the color is bonded with the fiber, so as to resist washing and friction. Textile printing is related to dyeing but, whereas in dyeing proper the whole fabric is uniformly covered with one color, in printing one or more colors are applied to it in certain parts only, and in sharply defined patterns. In printing, wooden blocks, stencils, engraved plates, rollers, or silk screens can be used to place colors on the fabric. Colorants used in printing contain dyes thickened to prevent the color from spreading by capillary attraction beyond the limits of the pattern or design.
Finishing • Textile finishing is the term used for a series of processes to which all bleached, dyed, printed and certain grey fabrics are subjected before they put on the market. The object of textile finishing is to render textile goods fit for their purpose or end-use and/or improve serviceability of the fabric. • Finishing on fabric is carried out for both aesthetic and functional purposes to improve the quality and look of a fabric. Fabric may receive considerable added value by applying one or more finishing processes.
Finishing processes include : •Raising •Calendering •Crease resistance •Filling •Softening •Stiffening •Water repellency •Moth proofing •Mildew-proofing •Flame retardant •Anti-static •soil resistance
Calendering Calendering is an operation carried out on a fabric to improve its aesthetics. The fabric passes through a series of calender rollers by wrapping; the face in contact with a roller alternates from one roller to the next. An ordinary calender consists of a series of hard and soft (resilient) bowls (rollers) placed in a definite order. The soft roller may be compressed with either cotton or wool-paper, linen paper or flax paper. The hard metal bowl is either of chilled iron or cast iron or steel. The calender may consist of 3, 5, 6, 7 and 10 rollers. The sequence of the rollers is that no two hard rollers are in contact with each other. Pressure may be applied by compound levers and weights, or hydraulic pressure may be used as an alternative. The pressure and heat applied in calendering depend on the type of the finish required. The purposes of calendering are to upgrade the fabric hand and to impart a smooth, silky touch to the fabric, to compress the fabric and reduce its thickness, to improve the opacity of the fabric, to reduce the air permeability of the fabric by changing its porosity, to impart different degree of luster of the fabric, and to reduce the yarn slippage.
Raising An important and oldest textile finishing is brushing or raising. Using this process a wide variety of fabrics including blankets, flannelettes and industrial fabrics can be produced. The process of raising consists of lifting from the body of the fabric a layer of fibers which stands out from the surface which is termed as "pile". The formation of pile on a fabric results in a "lofty" handle and may also subdue the weave or pattern and color of the cloth. There are to types of raising machine; Teasel machine and Card- wire machine. The speed of the card-wire raising machine varies from 12-15 yards per minute, which is 20-30% higher than that of teasel-raising. That is why the card-wire raising machine is widely used.
CONCLUSION Wet processing of textiles constitutes innumerable steps leading to finished product, each having a number of complex variables and every lot is like a new lot and much depends on the well-trained manpower rather than modern machines and technology. However, developments are taking place at a rapid pace to satisfy the user with quality product and competitive price. Though underlying principle for developments is satisfying user needs. This in turn will impart cost competitiveness. Then, more functional finishes are also being developed. However trend is to use more mechanical finishes than chemical finishes. The key to success in textile wet processing technology will be the indication of highly trained manpower at lucrative wages in structured manner.
http://www.textilelab.blogspot.com (Visit My Blog for more Info ) My Facebook Textile related Pages 1. Yarn Manufacturing Technology Link : http://www.facebook.com/pages/Yarn-Manufacturing-Technology/485014954866808 2. Fabric Manufacturing Technology Link : http://www.facebook.com/pages/Fabric-Manufacturing-Technology/459520217425605 3. Garments Manufacturing Technology Link : http://www.facebook.com/pages/Garments-Manufacturing- Technology/472364799463126 3. Wet processing Technology Link : http://www.facebook.com/pages/Wet-Processing-Technology-Dyeing-/468645219825404 4. Fashion-Design-and-Technology Link : http://www.facebook.com/pages/Fashion-Design-and- Technology/587655294583875?ref=ts&fref=ts