Download
1 / 16
160 likes | 283 Vues
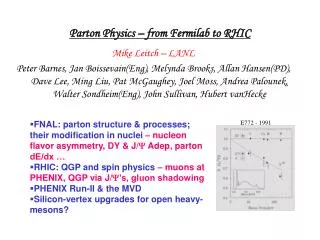
Participants: Giulio Auriemma, Thomas Schneider, Burkhard Schmidt General Remarks: Visit was organized by Guenakh Mitselmakher and Giorgio Appolinari We had extensive visits to chamber factory and useful discussions -> Project started many years ago and is ready for mass-production

E N D
Participants: Giulio Auriemma, Thomas Schneider, Burkhard Schmidt General Remarks: Visit was organized by Guenakh Mitselmakher and Giorgio Appolinari We had extensive visits to chamber factory and useful discussions -> Project started many years ago and is ready for mass-production Outline: Project Description Chamber Design Manufacturing Tooling Visit to Fermilab Wire Chamber Working Group
CMS EMU - Project Description Overview: Wire Chamber Working Group
Project Description Task Sharing: • Fermilab has the responsibility for the design and procurement of the components for all the CMS EMU chambers • Chamber Production: • ME234/2 Assembled in MP9 (USA) 144+2 chambers • ME2/1, ME3/1 Assembled at PNPI (Russia) 72+2chambers • ME1/2, ME1/3 Assembled at IHEP (China) 144+2 chambers • Fermilab has the responsibility for the shipment of kits and critical tooling to PNPI and China IHEP. Wire Chamber Working Group
CMS EMU - Chamber Design Mechanical Design: Anode Panels Cathode Panels Wire Chamber Working Group
Chambers consist of six major parts: Panels- Madeby Plascore from skins procured from GE and machined at Lab 8 (PPD) and supplied to MP 9 as finished panels ready for cleaning and assembly Frames - Designed and Supplied by University of Wisconsin, Madison Wires - Supplied by Luma Metals to FNAL Specifications FR 4 Insulators and Separators - Manufactured by Eptam for FNAL under contract with the University of Florida Wire Fixation Bars - Supplied by Capital Electronics or PNPI Electrical components Chamber Design Wire Chamber Working Group
Chamber Design • Status: • The chamber design is complete and all component and assembly • drawings are released: • http://tdpc01.fnal.gov/uscmsemu/Released Drawings/ • After completing several R&D prototypes, one production • prototype has been built according to final released drawings • Frame design and drawings may change as integration issues are • resolved; additional components may be added to the outside • of the chamber. None should affect basic chamber design Wire Chamber Working Group
CMS EMU - Manufacturing Tooling Tooling Summary: - Panel Preparation Tooling:Axxiom Machine Gerber Machine - Major Assembly Tooling:Gap bar gluing and clamping Station Epoxy Curing Station Anode Wire Winding Machine Anode Wire Gluing Machine Anode Wire Soldering Station Ionized Air Cleaner - Carts, Racks, and Assembly Tables: Anode Panel Cart Panel Table Cart Assembly Table Sealing (RTV) & Transport - Quality Assurance Tooling:Panel Vendor Inspection Tooling Wire Tension and Spacing Tester HV Test and Train Instrumentation Cosmic Ray Test Station Wire Chamber Working Group
All Manufacturing Tooling Designs are Complete Drawings for All FNAL Designed Tooling are Engineering Released At Least One Each of All Production Tools have been Built to Final Released Drawings and are Ready for Use Manufactoring Tooling Wire Chamber Working Group
CMS EMU - Manufacturing Tooling Anode Panel Gluing & Clamping: These machines place precise amounts of epoxy glue on panels to bond wire fixation boards and guard strips; boards are clamped in place to maintain uniform solder pad to panel surface height. Wire Chamber Working Group
CMS EMU - Manufacturing Tooling Anode Panel Winding Machine: • Winding Machine in operation • For largest panel winds 1000 turns of wire in about 4 hrs. Wire Chamber Working Group
CMS EMU - Manufacturing Tooling Anode Wire Soldering Machine: This machine uses a concentrated beam of intense light to melt precise amount of solder to bond anode wire to circuit pad of anode wire fixation board. It is capable of soldering 1000 wires in a little more than 1 hr., taking about 5 hrs to complete one large panel. Wire Chamber Working Group
CMS EMU - Manufacturing Tooling Ionizing Air Cleaner: Cleans finished Anode Panel just prior to assembly into Chamber Wire Chamber Working Group
CMS EMU - Manufacturing Tooling Wire Tension Machine: Electronically excites wires, measures and converts natural frequency into tension. Wire Chamber Working Group
CMS EMU - Manufacturing Tooling Cathode Panel Gluing Station: A computer controlled mixing and dispensing system places precise amounts of epoxy onto each panel in precise locations as required. Wire Chamber Working Group
CMS EMU - Manufacturing Tooling Frame Assembly: Chamber P2’ (ME 2/2) is shown assembled with frame attached. Note the main alignment pin and critical mounting plate assembly. Wire Chamber Working Group
Summary and Conclusions Chamber Design: • The conceptual design of the CSC Chambers is solid Tooling and Production: • The manufacturing process of the CSC chambers is optimized for mass production • The experience and knowledge gained from completed full size CSC Prototype chambers is of tremendous value for us -> Given the time available for us to finalize the chamber design and prepare for mass production, we should follow the CMS EMU chamber and tooling design as closely as possible. Wire Chamber Working Group