Download
1 / 19
200 likes | 402 Vues
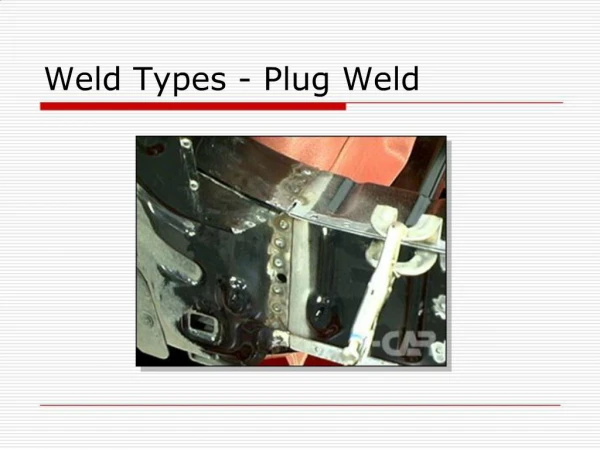
Why Is There Weld Testing?. ASM – AWS (NTX) Joint Meeting Michael S. Beaton, PE 17 February, 2011. 34 PAGES OF CODES, SPECIFICATIONS, AND RECOMMENDED PRACTICES . D1.1 STRUCTURAL WELDING CODE – STEEL D1.2 –ALUMINUM D1.3 – SHEET STEEL D1.4 -REINFORCING STEEL D1.5 BRIDGE WELDING.

E N D
Why Is There Weld Testing? ASM – AWS (NTX) Joint Meeting Michael S. Beaton, PE 17 February, 2011
34 PAGES OF CODES, SPECIFICATIONS, AND RECOMMENDED PRACTICES D1.1 STRUCTURAL WELDING CODE – STEEL D1.2 –ALUMINUM D1.3 – SHEET STEEL D1.4 -REINFORCING STEEL D1.5 BRIDGE WELDING AWS WELDING CODES
D1.6 -Structural Welding Code—Stainless Steel D1.8 Structural Welding Code -Seismic Supplement D1.9 Structural Welding Code—Titanium D3.6 UNDERWATER WELDING ASME BPVC API 1104 AAR Appendix W ABS Other industries and companies, automotive, airframe & powerplant, Navy Nuclear … AWS WELDING CODES, cont.
-in QW-100.1: “The purpose for qualification of a WPS is to determine that the weldment proposed for construction is capable of providing the required properties for its intended application. Welding procedure qualification establishes the properties of the weldment,…” -in QW-100.2: “In performance qualification, the basic criterion established for welder qualification is to determine the welder’s ability to deposit sound weld metal.” ASME BOILER & PRESSURE VESSEL CODE – Section IX
What do we test? Visual Inspection
What do we test? • Transverse-weld Tensiles • (generally, two per WPS qualification) • Full size tube • All-Weldmetal Tensile
Installing an Extensometer on an All-Weldmetal Tensile Sample
What do we test? • Bends • (generally, four per WPS qualification) • 2-root + 2-face, or • 4-side • (depends on material thickness) Good
failed by Lack of Fusion (cracks greater than 1/8") failed due to complete fracture
tube weld, root bend: failed because of Lack of Fusion to root
What do we test? • NICK BREAK
What do we test? • Charpy V-Notch Impact • Weld (CW) • HAZ (CH) • Fusion Line • Fusion Line +1mm • Fusion Line +5mm
What do we test? • CHARPY’s -Sets of three – most Codes • Set of five, take middle three – AWS D1.5 WELD HAZ
What do we test? • Hardness Surveys • NACE • API • EN • others VICKERS INDENTATIONS
What do we test? • MICROSTRUCTURAL ANALYSIS • Volume Fraction by Systematic Manual Point Count (E562)
Mixed filler metal deposits discovered in a weld cross section
Trinity Metals LaboratoryQUALITY PHILOSOPHY QUALITY is a fundamental business strategy for Trinity Metals Laboratory. Our GOAL is to be the best provider of testing services in our market in terms of accuracy, dependability, and value to our customers. We are committed to providing our customers with consistently high quality testing services, defect free on time at competitive prices.