Download
1 / 179

E N D
The Ongoing Challenge A Responsive Enterprise-Wide Demand Supply Network Industrial Strength Optimization for Enterprise Supply Chain ManagementObservations from the TrenchesKen Fordyce, John Milne, and Chi-taiWang contacts Ken Fordyce, kfordyce@arkieva.com 914/388-0132 R. John Milne.jmilne@clarkson.eduChi-Tai Wang, ctwang@mgt.ncu.edu.tw
Description • In 1995 IBM assembled the OPS team to design, develop, and implement a best of breed central planning engine (CPE) to support all key decisions to manage the demand supply network for firms that produce semiconductor based packaged goods. From 1995 to 2005 the CPE gained recognition as setting a new standard and it continues in regular use today. This presentation is observations from the trenches – from the model to how planners use it.
Extended Abstract In 1995 IBM assembled the OPS team to design, develop, and implement a best of breed single central planning engine (CPE) to support all key decisions to manage the demand supply network for firms that produce semiconductor based packaged goods. Over the 10 year period from 1995 to 2005 the CPE gained recognition as setting a new standard for function and enabling a far more dynamic central planning process creating a more responsive firm which an end to “warring” nations.. During this period, the CPE was fully implemented in IBM and Analog Devices receiving awards from both for its business impact. Additionally, its technical achievement was recognized by INFORMS as an Edelman finalist and Wagner winner. Today the CPE remains in use on a daily basis in both firms establishing the standard for best in class function and serves as the base for the next generation CPE. All three authors were key members of the CPE team. This first portion of the presentation provides a 20 year prospective on the CPE covering its development, core function, and an emphasis on the dynamics between the ‘model” and the planners – that is observation from the trenches. These observation will cover items such as: the importance and complexity of time (date effective, dynamic time buckets, and shutdown days); ever changing views of optimal by planners; how to help a planner who sees his demand supply network as BOM chain understand its representation in equation, how to help an person who knows LP through Excel understand LP as data structures; mixing and matching LP and heuristics, how planners user the model; the model is just the start of the process, not the end; the challenge of lot sizing, a plan is not a schedule; the illusion of pegging; and facilitating a change in process. The second portion will cover near term challenges that next generation CPE’s are now working on to support such as: the illusion of capacity, repairing a plan, the illusion of pegging, analytics to support planners as they review plans, faster solutions, the changing boundary between planning and scheduling and other topics
Topics - Core • Background and purpose • Overview • Demand Supply Networks aka Supply Chain • Central Planning for supply chains or demand supply networks • Basics of Central Planning Engine/Model (CPE) to match assets with demand • Challenges for CPE: Scope and Scale • Data / Information required to feed the CPE, core output for the planner • Basics of the model formulation • Overview • Features • Decision variables • Business objectives • Constraints • size • Danger – Danger Dual representation of solution structure / language / notation / culture • MRP structure (planner) • LP “data” structures to feed the LP Solver (computational optimization folks) • “equations are not a solution structure • The solution infrastructure or supply line • Locating the supply sources (data / information) in MRP form • Staging the supplies near the front line (LP model) in a form with MRP elements, but close to what the LP wants • What data format does the LP want? Remember equations don’t execute • The “tableau” • MPSX or sparse array • Getting solution in LP Solver format – its own complex program • Hand off to the LP or MIP Solver • Options options • Performance guidelines • From the solution in the LP structure to an MRP structure and the planner
Topics – beyond the basic model • Time buckets or periods – if only LP solvers were faster we would stay with daily buckets • What do we mean? • Cycle time in time buckets • The illusion of splitting production from tracking to quality of solution • Shutdown days • Date effective cycle time, wait a day and the part finishes sooner • Dispatch lots and minimum starts • I thought the model generated the starts • LPs are nudged or bribed, not ordered • Consuming existing WIP and Inventory • Mimicking MRP – just time • Building firm orders out in time now over forecast to build to stock • Contractual arrangements, Foundry, demand at two points in the network • Demand classes • We’ll never use more than 4 • Pre-emptive versus trade-off • Soft constraints versus hard constraints • Tilt (not feasible) is not real option • Lot sizing • All devices on wafer travel together • Find the balance – cost/penalties • These are not “REAL” costs, but balancing competing objectives • Generating just in time (MRP) type solution • Inventory build up and inventory policy • Back order penalties and demand classes
Topics • The model run is the start of the planning process, not the end • Checking if the solution is right • Debugging • Aggregate level measures • details • What is this thing telling me • Repair of the solution • The illusion of pegging
Topics • PF12 – EXPLAIN • From the solution in the LP structure to an MRP structure and the planner • Production starts – the beginning • Capacity utilized • Consumption of shared component • Static BOM trees • Dynamic supply and demand pegging • As if the plan was created one demand at a time • Needed for propagating demand class through the BOM • Important for “using” the output of the CPE • [helps the user relate model inputs to outputs]
Topics • Not covered • Organizational adjustment / political operative challenges • Fast solution of LP
Background and Purpose
“The great 20th century revelation that complex systems can be generated by the relationships among simple components” (Goldman 2004) – applies to matching assets with demand for planning, scheduling, and dispatch
“There is no more delicate matter to take in hand, nor more dangerous to conduct, nor more doubtful of success, than to step up as a leader in the introduction of changes. For he who innovates will have for his enemies all those who are well off under the existing order of things, and only lukewarm support in those who might be better off under the new.”Niccolo Machiavelli
The Holy GrailResponsiveness without Confusionand limited risk
Responsiveness – driving force we do not live in clock work universe • “The ability to simultaneously respond to customers’ needs and emerging business opportunities in an intelligent orderly manner is a survival requirement for today’s market place. Our customers continue to tell up that the quality of our responsiveness is as important as the quality of our products ... (Nick Donofrio, IBM Senior Vice President 2000)
Overview of Demand Supply Network aka Supply Chain
Overview of the Demand-Supply Network • Organizations can be viewed as an ongoing sequence of loosely coupled activities where current and future assets are matched with current and future demand across the demand-supply network. • These planning, scheduling, and dispatch decisions across a firm’s demand-supply network are best viewed as a series of information flows and decision points organized in a decision hierarchy or tiers and further classified by the type of supply chain activity creating a grid for classification.
Basics of Central Planning
Information from Factory – projected competition of WIP, capacity statement, lead times Demand Statement Central Planning Model has key relationships Enterprise Wide Central Plan- match assets with demand Reports on at risk orders, capacity utilization, projected supply Signals to factories Signals to available to promise (ATP)
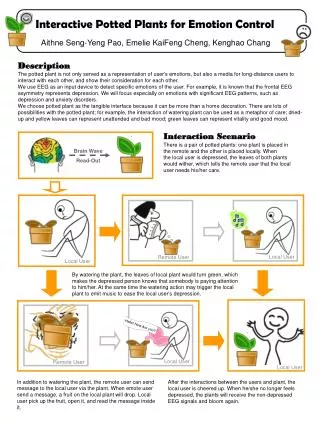
2 1 Institutionalizes a collaborative process to generate accurate demand forecast Improves reliability of planning parameters and BOMs; ease of update • BOM • Parameters • Business Rules GeneratingForecasts Demand • Inventory • WIP Prioritizeddemandstatement Accurate, timely, synchronized Orders Enterprise-wideCentral Planning • Determines optimal (on-time delivery and lowest inventory) projected supply (linked to demand) for ATP and for synchronization of (contract or in-house) manufacturing activities • Assess impact of changes in demand or supply on customers and other manufacturers • Identify requirements for contract manufacturers • Find minimal lead-times (w/ or w/o buffer) for parts • Ensure safety stock is in place, where appropriate 5 4 • Projected exit supply linked to demand • Available to sell ATP – Respondingto Orders Request for Supply Anticipated Supply 3 Manufacturing & Distribution Dynamic allocation of supply with respect to current pegging to demand
Basics of Enterprise Wide Central Planning • Create a demand statement • Capture the flow of materials in the demand supply network • Gather and collect key information from the factory • Project the completion of WIP to a decision point (often completion of the part). • a statement of capacity required and available • a statement of lead time or cycle time to complete a new start • Create a model captures key relationships (Central Planning Engine – CPE) • Create an enterprise wide central plan by matching current and future assets with current and future demand using the CPE to create a future projected state of the enterprise and the ability to soft peg the current position of the enterprise to the projected future position. Information from the model includes • a projected supply linked with exit demand • identification of at risk orders either to a commit date or request date • Synchronization signals across the enterprise • Capacity utilization levels • Ability to trace each production & distribution activity that supports meeting a demand Backup
Basics of Central Planning Engines
Basics of Central Planning Engine • Core task is deploy modeling methods to match assets with demand across an enterprise to create a projected supply linked with demand and synchronization signals. • CPE has four core components: • represent the (potential) material flows in production, business policies, constraints, demand priorities, current locations of asset, etc., and relate all this information to exit demand. • capture asset quantities and parameters (cycle times, yields, binning percentages, etc.). • search and generate a supply chain plan, relate the outcome to demand, and modify the plan to improve the match. • display and explain the results.
Challenges in Matching Supply with Demand for the Central Planning Engine
Basic Tasks • Allocation of perishable (capacity) and non perishable assets (inventory) to best meet prioritized demand • Handle binning and down grade substitution • Complex binning, general substitution, and alternative BOM • Lot sizing • Sourcing • Fair share • Customer commit and request date • Min starts • Date effective parameters • demand perishability, squaring sets, soft capacity constraints, alternative capacity, pre-emptive versus weighted priorities, splitting demand to match partial delays in supply, stability, express lots, delay assembly to test, dispatch lots • foundry contracts
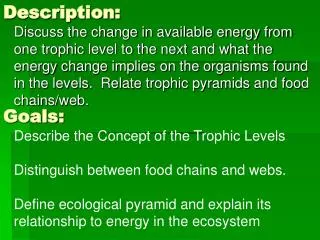
Device_12 Supply Amt Supply Amt Day Day Day Amt Sup Amt 00 00 00 10 ? ? 02 02 02 ? 30 ? 10 10 10 ? 20 ? Module_2 CT = 4 days Module_1 CT = 10 days Dem Dem Due day Due day Amt Amt C A 10 05 10 8 B D 12 06 2 15 Allocate supply Of devices to Modules 1 & 2
Which Solution is better? It depends on demand priorities
Basics of Complex Alternative Paths (BOM)
untested deviceWIP = 40on Day 2 Module_8demand = 20priority = 8 Device_8Ainventory = 20 P0 20% P1 40% Module_9demand = 20priority = 1 Device_8Binventory = 0 P2 40% substitution Device_8Cinventory = 0 P2’ substitution can be viewed as an alternative process P2’ Complex binning, general substitution, and alternative BOM Goal is to make best use of existing WIP and capacity To best meet demand and minimize new starts
untested deviceWIP = 40on Day 2 8 Module_8demand = 20priority = 8 Device_8Ainventory = 20 P0 20% P1 16 40% Module_9demand = 20priority = 1 Device_8Binventory = 0 P2 proj. supply of device(future inventory) 20 40% 4 substitution Device_8A is .20 x 40 = 8 16 Device_8B is .40 x 40 = 16 Device_8Cinventory = 0 P2’ Device_8C is .40 x 40 = 16 substitution can be viewed as an alternative process P2’ This Solution Meets all demands And does not require “new starts”
Device_1A Device_1 Raw_Module_1A Device_1B Raw_Module_1B Module_1 # of starts = ? Device_2A Device_2 Raw_Module_2A Module_2 Device_2B Wafer Device_3A Raw_Module_3A Module_3 Device_3B Raw_Module_3B = Binning = BOM Device_3 = Substitution Device_3C Raw_Module_3C = Alternative BOM Yes, the paths can get this complicated
Basics of Customer Commit & Request Dates
supply for part A • qty = 100 • projected WIP date 06/01 • demand for part A • qty = 100 • commit date 07/01 • request date 06/01 engine assigns WIP to meet part A demand at what date ? Information passed to customer Customer Commit and Request date
Basics of Repair Actions
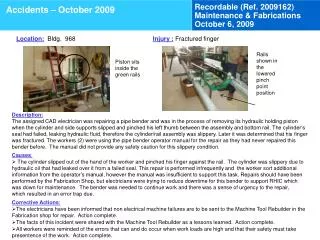
Initial Solution S00A assigned to more important demand – D002 D002 demand met 1 day early S00B assigned to less important demand – D001 D002 demand met 2 days late S00A 4/4/06 amt 100 D001 4/4/06 priority 2 amt 80 -2 D002 4/5/06 priority 1 amt 100 +1 Attempt to Expedite S00B S00B 4/6/06 amt 100
Initial Solution forces 2 day Expedite on Factory To meet all demand on time S00A 4/4/06 amt 100 D001 4/4/06 priority 2 amt 80 0 D002 4/5/06 priority 1 amt 100 +1 change date to 4/4, 2 days earlier S00B 4/6/06 4/4/06 amt 100
“Better Solution” Change Assignments of supply to demand Reduces chase workload on Factory D001 4/4/06 priority 2 amt 80 0 S00A 4/4/06 amt 100 D002 4/5/06 priority 1 amt 100 0 change date to 4/5, 1 days earlier S00B 4/6/06 4/5/06 amt 100
Data / Information required to feed the CPE core output for the planner
Parameter & Rules • Cap Priorities • Macro Cap Reqmts Profile for Use at Bottom of BOM • Cap Reqmts Profile • Cycle Time Variability, and Loc Mult • Degrade Option 1, and 2 • Override Option • Forward Allocation rules • Frozen Zone Parameter • Inventory Policy, Qualifier • Lot Size Rules • Penalty Backorder • Penalty Inventory • Reorder Point • Split Indicator • Stability Push • Starts Override Info • Substitution Rules, by Customers, Parents • Priority Option • User Set • Master Data • CPE Alternate Source Parts • Binning • Build Options • BOM • CPE Bottom Level Parts • Build to Forecast Percentage • Process Cost • Part Type • New Plan Time Periods • Period Used for Cap Calculations • New Plan Effective Date • Part Number Data • Revenue Table • Shutdown Calendar • Sourcing • Substitution • Cumulative Yield/Cycle Time • Transactions • Mfg Cap Avail • Balance of Mfg Cap Avail at WC • Mfg Cap Avail WC • Demands • Inventory Data • Receipts • Scheduled Demand • Scheduled Part Number • Shipping • Starts • CPE Partitioning Rules • Card Partition SCOPE Extension • Card Partition Description • Device/Substrate Partition • Module Partition LP Extension • Module Partition Input Tables for Central Planning Engine
Supply Side • Byproducts • Cap Detail • Cap Detail by Demand Priority • Cap Summarized • Manufacturing Releases • Manufacturing Releases by Demand Priority • Planned Stocks • Planned Substitutions • Planned Supplier Shipments • Projected Capacity Available • Projected WIP • Purchase Order Priorities • Vendor Shipments • WIP Priorities • Demand Side • Customer Shipments • Dependent Demand • Early Warning • Substitution to Customers • Variability Demand Output Tables for Central Planning Engine
Basics of the Model Formulation
Semiconductor Manufacturing • Design • Wafer Fab • Wafer Test • Packaging • Final Test
Material Flow • Finished Mod. X • Finished Mod. Z • Finished Mod. Y • Finished Mod. W • Sort A • Sort B • Sort C • 50% • 60% • 70% • 40% • 30% • 20% • 30% • Module 1 • Module 2 • Module 3 • Device (Fast) • Device (Medium) • Device (Slow) • 30% • 10% • 60% • Device (untested) • = BOM • Wafer BEOL • other BEOL wafers • = Alternate BOM • other FEOL wafers • Wafer FEOL • = Binning • Raw Wafer • = Substitution
Overview allocate material and capacity to maximize satisfaction of prioritized customer demand Covering Planned Manufacturing Releases by part#, plant, process date Planned Shipments to customers within the business unit from vendors to and from joint ventures Planned Substitutions
Features Capacity Demand Class Multiple Plants within the Enterprise Sourcing Preferences Multiple Processes for a Part# within a Plant Substitutions (many flavors) Binning Variable Time Period Sizes (Daily, Weekly, etc.) Powerful Data Inputs Enter by Phylum, Family, Genus, Species, Part# Most data is Date Effective (Yields, Capacity, etc.)