Download
1 / 45
600 likes | 1.5k Vues
SHEPARD BROS., INC. Basics of Cleaning. Presented By: Ron Shepard. BASICS OF CLEANING. Cleaning Program Requirements Chemicals and the pH Scale Soil Identification Objectives and Elements of Cleaning and Sanitizing Biofilms Personal Hygiene.

E N D
SHEPARD BROS., INC. Basics of Cleaning Presented By: Ron Shepard
BASICS OF CLEANING • Cleaning Program Requirements • Chemicals and the pH Scale • Soil Identification • Objectives and Elements of Cleaning • and Sanitizing • Biofilms • Personal Hygiene
Requirements For An Effective Cleaning Program: • Adequate water supply • Water analysis • Detergent performance • Function of sanitizing agents • Soil types • 4 Variables & 5 Steps of Cleaning
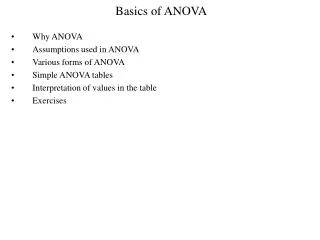
Understanding the pH scale 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 A C I D S N A l k a l i s /C a u s t i c s E U T R A L
THE pH SCALE The pH scale is a logarithmic scale, pH = -log [H+], where [H+] is the hydrogen ion concentration. The pH is measured by indicators (colorimetric) or by an electrical apparatus. The scale ranges from 0 to 14. On the scale, a pH of 7.0 is neutral, values below 7.0 are acidic, values above 7.0 are alkaline or basic. A change of one point on the scale represents a tenfold change in acidity or alkalinity. The pH Scale 14 10,000,000 13 1,000,000 Increasing 12 100,000 alkaline activity 11 10,000 10 1,000 9 100 8 10 7 1 (pure water) 6 10 5 100 4 1,000 3 10,000 2 100,000 Increasing 1 1,000,000 acid activity 0 10,000,000 Examples: A pH of 2 is 100,000 times more acidic (H+) than a pH of 7. A pH of 13 is 1,000,000 times more active in alkalinity (OH-) than a pH of 7.
pH AND ITS RELATION TO CLEANING The pH should not be used as an indicator of cleaning ability of cleaning solutions. It is not an accurate measure of the strength of acid or alkaline cleaning solutions. This is illustrated in the graph below for common alkali. pH is generally used in monitoring membrane solutions only. Note: pH does not change in a linear way with concentration. Even a small error in a pH reading gives large error in concentration. At high caustic concentrations the pH may reach a maximum and not change measurably.
pH FACTS • The pH is a measure of the acid or alkaline strength of a solution. Acids and alkalis are made up of molecules. In solution they split up or dissociate into smaller particles termed ions. Ions are atoms or groups of atoms that carry small electrical charges. • Acids owe their acidity to the formation of hydrogen ions (H+) in water solutions. Alkalis owe their alkalinity to the formation of hydroxyl ions (OH-). • All acids and alkalisdo not ionize to the same degree. Their activity or aggressiveness is not the same. Hydrochloric acid ionizes at more than 90%.Boric acid ionizes only about 0.005%. The difference being that hydrochloric acid burns the skin; boric acid can be used as an eye wash. • Caustic alkali undergoes almost complete ionization and is so aggressive it is corrosive to the skin and many metals, while sodium bicarbonate undergoes only partial ionization and is weak enough to be taken internally. • Therefore, the activity or aggressiveness of both acids and alkalis in solution is determined by the quantity which is in the ionized state, instead of the total quantity present. (i.e.. measure of hydrogen or hydroxyl ions determines aggressiveness)
Chemical Classifications • Alkali/Caustics • Acids • Chlorine • Neutral Products • Additives a. Surfactants b. Chelates • Sanitizers
Soil Identification • Film/Deposit – Protein • Description - Blue/rainbow color, varnish like, apple sauce • Cause: • 1. Using a non-chlorinated detergent • 2. Inadequate Pre-rinse • 3. Improper (sporadic or periodic) cleaning • 4. Improper initial cleanup • Removal- Initial clean-up with equal parts, Chlorine and Chlorinated Alkaline Detergent with hot water • Prevention: • 1. Clean with Chlorinated Alkaline Detergent • 2. Proper cleaning with the correct dilution • 3. Adequate Pre-rinse
Soil Identification (cont.) • Film/Deposit - Fat/Grease • Description - Greasy (white) appearance, hanging water droplets • Cause: • Same as for Protein • Low cleaning temperature or improper detergent concentration • Regular use of acids in washing • Motors, Chains, conveyors and bearings • Removal - Good initial cleanup with an alkaline detergent • Prevention: • Regular and proper cleaning procedures coupled with acidified rinse.
Soil Identification (cont.) • Film/Deposit - Mineral Scale (calcium, magnesium) • Description - White chalky to gray • Cause: 1. Improper rinsing 2. Drop out of minerals from the water supply 3. No acidified rinse 4. Non-compatible alkaline detergent 5. Failure to use acid detergents • Removal - Acid wash • Prevention: 1. Acid rinse 2. Use detergent with good water conditioning properties 3. Water softener or treatment
Soil Identification (cont.) • Film/Deposit - Silica • Description - White to gray glazed appearance • Cause: 1. Poor rinsing 2. Using a detergent containing metasilicates 3. Water supply 4. Failure to manually clean the outside surface of equipment • Removal - Special acid wash • Prevention: 1. Complete post rinse 2. Use non-metasilicated detergents 3. Regular effective acid rinse 4. Water treatment 5. Manually clean outside surface of equipment
Soil Identification (cont.) • Film/Deposit - Wetting agent • Description - Blue • Cause: 1. Poor/inadequate rinsing 2. Wrong compound • Removal - Initial cleanup • Prevention: 1. Proper rinsing 2. Proper compound
Soil Identification (cont.) • Film/Deposit – Corrosion • Identification - Rust/pitting • Cause: • Oxidation of iron and tramp metals • Improper chemical usage • Removal - Acid wash with abrasive action, Repolishing/buffing if bad corrosion and Re-passivation • Prevention: • Proper cleaning procedures • Passivating acid rinses
Soil Identification (cont.) • Film/Deposit - Etching • Description - Pitted and white discoloration imbedded in the metal surface • Cause: • Improper use of chemicals • Use of improper chemical • Removal - Buff/re-polish or Re-passivation • Prevention: • Follow the proper cleaning procedures • Passivating acid rinse
Cleaning • Removal of unwanted material from surface or object. Sanitizing • A process which eliminates potential spoilage organisms. • Not a substitute for poor cleaning practices. • Sanitizing effective only on clean surfaces.
Cleaning And Sanitation Variables • Temperature • Time • Concentration • Action
TEMPERATURE • Temperature is extremely important in cleaning operations. Increasing temperature has the following effects: • Decreases the strength of bonds between soil and surface. • Decreases viscosity and increases turbulent action. • For soluble materials, solubility rate increases. • Chemical reaction rates increase. • Cleaning & Rinse Temperature Criteria: • For many food products within a temperature range for 90°F to 185°F, an increase intemperature of 18°F will approximately double the cleaning operating efficiency. • Below approximately 90°F, milk fat remains in a solid state. • Above 185°F, heat-induced interactions bind many proteins more tightly to the surface, decreasing cleaning efficiency. • For any food soil, the minimum effective temperature will be about 5°Fhigher than the fat melting point. • The maximum cleaning temperature depends upon the temperature the protein in the system is denatured. Temperatures above the denaturation point increases the adhesion of the protein faster than the cleaning efficiency is increased. • Rinse temperatures must not be to excessive, otherwise “flash drying” will occur.
TIME • All other factors being constant, the cleaning performance can be improved by use of longer times. • There is a minimum time for effectiveness, and a practical maximumeconomical cleaning time. • Time is a critical component in the cleaning process. Longer cleaning solution contact time with the soil will result in more soil removal if the other factors are properly chosen for the application. However, longer contact times do not necessarily give improved results.
CONCENTRATION • Minimal concentration of detergents should be avoided since no safetyfactor is provided for the food plant. • Increasing concentration increases cleaning efficiency, butat a decreasing rate (see graph), assuming allother cleaning factors are held constant. • Note: Too much detergent may actually give poorer cleaning results due to poor risibility of detergent residues.
PHYSICAL ACTION(Force or Velocity) • Physical action is extremely important to facilitate cleaning. Force provides energy or work to the surface which assists the chemical and temperature in overcoming the bond to the surface. Further, the solution must contact all surfaces of the equipment. Plugged spray balls in a silo C.I.P. cycle will not provide the cleaning solution throughout the entire surface area. • Types of cleaning forces: • In hand or manual cleaning, force is applied by “elbow grease”. • In C.I.P. systems, fluid flowapplies the force (the shear forces of turbulence). Clean-In-Place fluid velocitiesshould be at 5 feet/sec. to give effectivecleaning, according to the regulations. • In “push/pull” C.O.P. systems, force is supplied byrecirculating pumps. • High pressure spray systems supply as much as1000 p.s.i. of impact force to the surface.
THE CLEANING WHEELFour Cleaning Factors: Time, Temperature, Concentration, Physical Action Cleaning Wheel of H.T.S.T. : Example 1 Cleaning Wheel of H.T.S.T. : Example 2
5 Steps In Cleaning • Area Preparation • Pre-rinsing • Detergent Wash • Post Rinsing • Sanitizing
Area Preparation • Removing all food product and packaging materials from the area • Manually scrapping surfaces to help in cleaning • Protect sensitive equipment to reduce damage • Disassembling equipment for cleaning and covering equipment which is not to be cleaned or contaminated • Sweeping, shoveling or squeegee gross soils for appropriate disposal. All efforts need to be taken to avoid clogging the drains.
Pre-Rinsing • Removing 80% to 90% of the soil load on the surface • Can be High or Low Pressure • Precautions using High Pressure – Direct hits to sensitive equipment, accidents to workers, over spraying of cleaned surfaces • Warm water is preferred - 120 degrees • Start at the top and work down • Inspection needed after rinsing
Wash Step • Removes the remaining soil • Determine the chemical to be used • Check for metering orifice in the station • Check concentration of chemical • Manual scrubbing – Daily in product contact areas, weekly on non contact areas. Use proper brushes or pads. When using a 3M pad work the pad with the grain.
Wash Step (cont.) • Time, temperature, concentration, mechanical action/flow • Foam from the bottom up, cover all surfaces, quality of foam with a slight run, wear proper PPE • Inspect your work before moving on to next step • Beading water is indication of a residual fat film and a rainbow-like haze on stainless steel indicates a protein film
Post Rinsing • Removes dislodged soils and residual chemical • Can be cold water • Can be low pressure water • Start at the top and work down • Care in spraying to avoid contamination of cleaned areas • Rinse the surface to a neutral pH for sanitizing • Inspect your work – flashlight maybe needed • Work down the product flow to avoid contamination issue on cleaned surfaces
Sanitizing Step • Reduces and eliminates micro-organisms • Start at the floor and work up the equipment. All surfaces must be exposed to the sanitizer • Sanitizer dissolves in cold water • Types of Sanitizers • Chlorine • Peracetic Acid • Quats • Acid Anionics • Iodine
Things to keep in mind • Operators should be especially wary of spreading contamination when installing and remove equipment • Sequence cleaning • Inspection of work a must • Chemical concentration testing required • Remove excess moisture when finished cleaning • Cleaning of the floor maybe done before sanitizing in some cases • Know your PPE requirements and understand the chemicals you are using – MSDS sheets & Tech sheets.
GENERAL GUIDE TO PROCESS EQUIPMENT CLEANING EQUIPMENT TO CLEANING PROCEDURE CLEANING EQUIP. DETERGENT TYPE BE CLEANED USED Closed equipment Circulation of alkali, C.I.P. SYSTEM Low-foam, heavy duty alkaline circuits... Circulation of acid (Spray balls in vessels) (moderate to strong alkalis), pasteurizers, silos, tanks, (Usually follows alkali) or “self-circulation” with may include chlorine; Acid evaporators, separators, balance tank cleaners as follow-up to neutralize alkaline residue, dissolve minerals Most processing Spray High pressure, low volume; All types as needed equipment, bottle high pressure, high volume; heavy duty,moder- conveyors, floors low pressure, low volume; ate or light duty and walls high volume for rinsing alkalis, chlorinated and non-chlorinated; Acid cleaners Most processing Foam Foam guns for air injection Almost all types self- equipment, floors into detergent solutions, foaming products, (using tank, central or or foam boosters foam-in-place systems) added to detergent solutions Dismantled equipment Soak with C.O.P. TANK Moderate or light duty alkalis, low- parts, fittings, etc. agitation foaming, chlorinated or non separator disks etc. (“push/pull” circulation chlorinated, acid cleaners pumps or steam agitation)
THE APPLICATION OF CLEANING COMPOUNDS • Heavy duty caustic cleaners used to remove cooked soils, soil burn-on, or excessive soiling (of any soil but mineral). • Alkaline chlorinated cleaners in particular remove fats and protein leaving little or no film. • Light duty cleaners are manually used or used on soft metals to prevent corrosion. • Acid cleaners (e.g.. phosphoric) are used to brighten equipment by neutralizing residual alkali and/or to remove mineral deposits. • In some cases, the soil level on a surface is controlled by more frequent cleaning equipment. • Under normal plant operations variations in stainless steel surfaces has little influence on cleaning efficiency. • The material surface must be taken into account for materials such as aluminum, rubber and plastic parts. In these cases, material compatibility with the cleaning compound must be understood. • Solid (powder) or liquid cleaning compounds influences convenience of cleaning operations and costs. Powders are more often overused. Preweighing amounts into known cleaning solution volumes reduce waste and improve cleaning efficiency. • Liquids are more hazardous to handle. But, better concentration control occurs by liquid feed devices. • Hand cleaning prevents the use of strong acids and alkalis. Detergent aggressiveness is reduced and greater reliance on external energy (force) is needed.
THE APPLICATION OF CLEANING COMPOUNDS (cont.) • Superior results generally achieved by circulation cleaning using optimum concentration. • Water quality in cleaning operations cannot be over emphasized. The usage concentrations must be adjusted according to levels of scale-forming minerals (calcium, magnesium, iron, manganese, or sulfate). For very high hardness it may be more cost-effective to treat the water. • The true value of a detergent is expressed in terms of the unit of surface efficiently cleaned at minimum cost. Frequently, the more expensive products are most economical. Less compound is needed at often reduced external energy requirements. • Before a compound is evaluated for performance surfaces must be examined for cleanliness. The surface must be dry to visualize milkstone and heated to visualize protein. • Protein films can be distinguished from mineral by scrubbing adjacent surfaces with undiluted mineral soil removers (acids) and a four-fold or so dilution of chlorinated alkali. Acid will remove the mineral, chlorinated alkali removes the protein. (Effective method unless build-up is massive or consists of alternating layers of each).
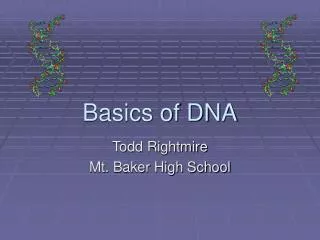
BIOFILMS • The mucilage sticks to the surface • Bacteria continue to grow within the matrix • Conventional Cleaners and Sanitizers are challenged in the removal process • Responsible for spoilage of foods and fouling of equipment
GROWTH WITHIN A BIOFILM (1/250 inch) 60 min exposure to disinfectant untreated 90 min exposure
Cleaning Where It Really CountsHand Sanitation The Power Is In Your Hands To Reduce Bacterial Cross-Contamination
It is estimated that 90 million people a year from the United States and Canada become ill from contaminated food. • 80% of infectious diseases are spread by hand contact, not through the air but coughs and sneezes. • Bacteria from hands account for at least 35% of all food transmitted diseases which represents 31 million cases a year of food borne illness. • Insufficient cleanliness of employees in food plants ranks third or fourth as the primary source of food contamination. • More than two million Americans contract an infection during hospital stays. Of that group, an estimated 90,000 die every year from these infections. Up to 20,000 of these deaths could be prevented by practicing simple hand hygiene procedures, such as those outlined in the new CDC hand hygiene guideline. • “Hand washing is one of the most important means of preventing the spread of infection” according to the Center for Disease Control and Prevention.
Ignaz Semmelweis 1815-1865 • In 1846 Ignaz Semmelweis observed that women whose babies were delivered by students and physicians in the First Clinic at the General Hospital of Vienna consistently had a higher mortality rate than those whose babies were delivered by midwives I the Second Clinic.
Ignaz Semmelweis 1815-1865 • 1840’s: General Hospital of Vienna • Divided into two clinics, alternating admissions every 24 hours: • First Clinic: Doctors and medical students • Second Clinic: Midwives
In May 1847 Semmelweiss insisted that students and physicians clean their hands with a chlorine solution, similar to the one pictured here, between each patient in the clinic.
The Intervention:Hand scrub with chlorinated lime solution Hand hygiene basin at the Lying-In Women’s Hospital in Vienna, 1847.
Hand Hygiene: Not a New Concept Semmelweis’ Hand Hygiene Intervention Hand antisepsis reduces the frequency of patient infections Adapted from: Hosp Epidemiol Infect Control, 2nd Edition, 1999.
Colonized or Infected:What is the Difference? • People who carry bacteria without evidence of infection (fever, increased white blood cell count) are colonized • If an infection develops, it is usually from bacteria that colonize patients • Bacteria that colonize patients can be transmitted from one patient to another by the hands of healthcare workers Bacteria can be transmitted even if the patient is not infected
Infected Colonized The Iceberg Effect