Download

1 / 7
0 likes | 9 Vues
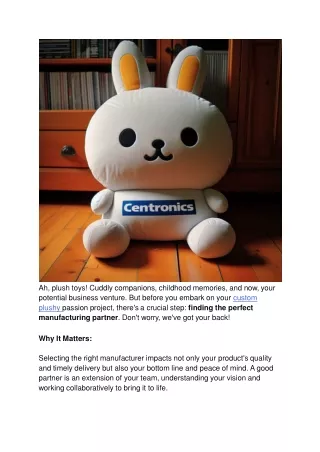
When it comes to optimizing industrial operations, choosing the right overhead conveyor manufacturer is critical. Overhead conveyors are widely used in a variety of industries such as automotive, food processing, warehousing, garment manufacturing, and general material handling. These systems help streamline operations, reduce manual labor, and improve overall efficiency. However, the performance and durability of an overhead conveyor system depend heavily on the manufacturer behind it. For more information please visit: https://alphaconveyor.com/

E N D
ALPHA CONVEYORS • www.alphaconveyor.com
Choosing the Right Overhead Conveyor Manufacturer for Your Facility • When it comes to optimizing industrial operations, choosing the right overhead conveyor manufacturer is critical. Overhead conveyors are widely used in a variety of industries such as automotive, food processing, warehousing, garment manufacturing, and general material handling. These systems help streamline operations, reduce manual labor, and improve overall efficiency. However, the performance and durability of an overhead conveyor system depend heavily on the manufacturer behind it. • In this post, we’ll explore what overhead conveyors are, their advantages, the different types available, and how to select the best overhead conveyor manufacturer for your needs.
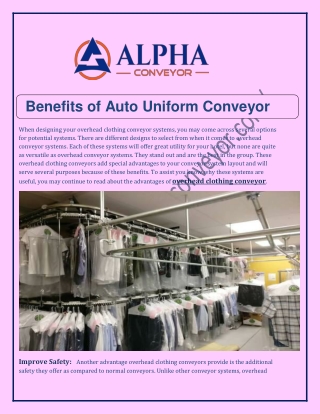
What Is an Overhead Conveyor? • An overhead conveyor is a type of material handling system where the conveyor track is mounted overhead, allowing items to be suspended and moved along a defined path. This setup frees up valuable floor space and enhances workflow by moving materials above workers and equipment. Overhead conveyors can be manual, motorized, or power-and-free systems designed for complex processes. • Benefits of Overhead Conveyor Systems • Partnering with a reliable overhead conveyor manufacturer can transform your facility by delivering numerous operational benefits: • 1. Maximized Floor Space • By moving materials above ground, overhead conveyors free up floor space for other equipment or movement, especially beneficial in high-density facilities. • 2. Improved Efficiency • Products or materials can move automatically from one station to another, reducing time and human error in manual transportation.
Types of Overhead Conveyors Understanding the type of conveyor system your facility needs is crucial. A professional overhead conveyor manufacturer will assess your operations and recommend the best system, such as: 1. I-Beam Overhead Conveyors These heavy-duty systems are ideal for transporting large, bulky items like automotive frames or machinery parts. 2. Enclosed Track Conveyors With a more compact design, enclosed track systems are quieter and cleaner, perfect for food production or cleanroom environments. 3. Power and Free Conveyors These offer advanced automation features, such as the ability to start, stop, and switch between tracks, which is excellent for facilities requiring complex routing. 4. Manual Overhead Conveyors Simple and cost-effective, these are often used in light-duty applications like painting or assembly lines.
What to Look for in an Overhead Conveyor Manufacturer • Choosing the right overhead conveyor manufacturer is as important as choosing the system itself. Here are essential qualities to consider: • 1. Industry Experience • Look for manufacturers with a proven track record in your industry. Their experience means they understand the challenges you face and can design a system that meets your exact needs. • 2. Custom Engineering • Every facility has a unique layout and workflow. A top-tier overhead conveyor manufacturer offers customized engineering solutions tailored to your specific requirements. • 3. Quality of Materials • Durability is key. The best manufacturers use high-grade steel, corrosion-resistant coatings, and robust components to ensure long-lasting performance.
Applications Across Industries A skilled overhead conveyor manufacturer understands how to tailor systems for various industries. Common applications include: Automotive Manufacturing From body assembly to painting lines, overhead conveyors handle the heavy lifting and precise routing needed in automotive plants. E-Commerce & Warehousing With the growth of online shopping, distribution centers use overhead conveyors to speed up sorting and packaging processes. Food and Beverage Hygienic, easy-to-clean conveyor systems are essential in these industries. Manufacturers design stainless-steel systems that meet FDA and USDA standards. Garment and Textile From dyeing to finishing and packaging, overhead conveyors transport clothing efficiently through each production stage. Aerospace and Defense Precision and safety are paramount. A reliable manufacturer will create a system that ensures both in these high-stakes environments.
Final Thoughts • An overhead conveyor system can be a game-changer for your business, but its success hinges on choosing the right partner. A reputable overhead conveyor manufacturer will not only deliver high-quality products but also offer unmatched service, technical support, and customization to ensure your system performs at peak levels for years to come. • Whether you’re upgrading an existing system or planning a new facility, investing time in selecting the right manufacturer is one of the smartest business decisions you can make. Look for expertise, flexibility, and a commitment to innovation, and you’ll have a conveyor solution that supports your business growth for the long haul. • Looking for a trusted overhead conveyor manufacturer? Choose a partner with experience, engineering excellence, and a customer-first approach. Your productivity, safety, and profitability depend on it. • sales@alphaconveyor.com • www.alphaconveyor.com