Download

1 / 8
0 likes | 16 Vues
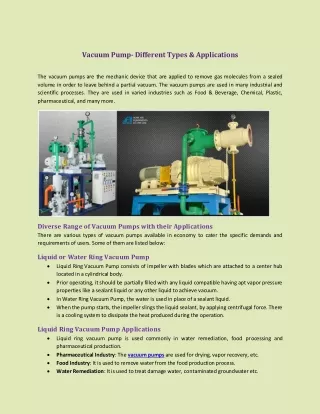
Explore the reliability and efficiency of liquid ring vacuum pumps in this insightful presentation by Courtney & Nye. Learn how these robust systems manage demanding industrial environments with ease. From basic operation principles to advanced applications and custom solutions, discover how Courtney & Nye delivers performance-driven systems backed by Gardner Denver Nash technology. End with direct contact information to explore tailored vacuum solutions for your industry.<br><br>Visit Now:https://courtneyandnye.com/manufacturers/gardner-denver-nash/

E N D