Download
1 / 4
40 likes | 49 Vues
Takt in manufacturing production that doesn't miss a beat

E N D
Takt in manufacturing production that doesn't miss a beat By Nell Walker
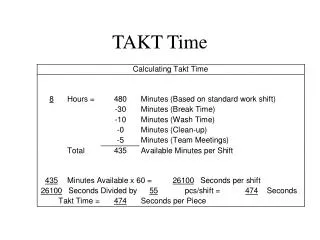
Takt is one of lean manufacturing's most misunderstood concepts. Here Andy Owen, Managing Director of motorised electric tug specialist MasterMover, explains how businesses can use it effectively. • The humble drumkit is the cornerstone of modern music and is responsible for keeping pace, giving listeners precisely the song they want. Interestingly, the principles of musical timekeeping have contributed to one of manufacturing’s most important lean measurements — takt time. • Takt time is a way of measuring the rate of production in line with customer demand. Taking its name from the German word taktzeit, which translates to clock interval — and has its roots in musical measures — the concept is critical for lean manufacturers to directly meet the expectations of the market. Yet despite its importance, many plant managers misunderstand the essence of the idea and fall behind on production. • This often comes down to an error of measurement and terminology. While the end-game is to perfectly align the rate of production with takt time, many managers think of this in terms of production cycle times and shifts. However, depending on the business, these measurements are inaccurate and result in ineffective production rates. • Shift-mentality, for example, assumes that the rate of customer demand will be steady and unchanging. Yet this is not the case in industries such as the food sector, particularly for bakery manufacturers that must meet the rapidly changing demands of the market.
In these instances, managers must think more in terms of smaller, more specific blocks of time. This may result in certain hours of the day where takt time is higher than others, similar to that of a restaurant catering for elevated demand during evening hours. • Arguably the most important thing to bear in mind is the distinction between cycle time and takt time. It is almost inevitable for some cycles, irrespective of how lean the management of the plant is, to contain waste. Unless this is also taken into consideration, the process will eventually result in a shortfall of customer demand. • For example, a quality control in manufacturing facility that requires a recently produced part to be transported from one line to another will find that waste occurs during this process. This could be due to the ease of manually handling the product or, depending on the size and quantity of the parts, the availability of factory forklifts. • In this instance, the cycle time matching the takt time would still result in under-production. Instead, managers should seek to make production cycles and the average waste per cycle total the takt time. Once this is in place and production is in line with demand, managers can then go about reducing the waste per cycle. • This is one of the less obvious benefits of takt time. By fully assessing the production process and identifying these areas of waste, plant managers can subsequently improve efficiency in those specific areas. • In situations where staff have to manually handle waste because of a lack of forklift availability, plant managers should invest in pedestrian-operated industrial handling equipment, such as a motorised electric tug like MasterMover’sMasterTug. This allows staff to easily move heavy objects or large quantities of product from one line to another efficiently and without waste. • Just as a musical composer wouldn’t keep all but one instrument in time with the drum beat, plant managers must consider all aspects of a production cycle when determining takt time. By accounting for waste and anticipated shifts in customer demand, managers can ensure that their production never misses a beat.