Download
1 / 22
220 likes | 406 Vues
A countermeasure to prevent COT bottom pitting corrosion by shop primer. 15 SEP 2006 T echnical Division Mitsui O.S.K.Lines. Inert Gas . Sludge . Oil Coat . Crude oil . Steel . Sludge, Seawater . Crude Oil . Concentrated Salt Water . Sludge . Oil Coat . Steel .

E N D
A countermeasure to preventCOT bottom pitting corrosion by shop primer 15 SEP 2006 Technical Division Mitsui O.S.K.Lines
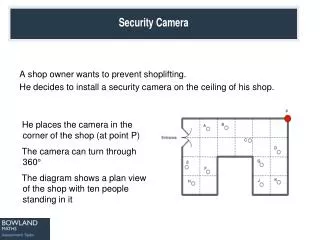
Inert Gas Sludge Oil Coat Crude oil Steel Sludge, Seawater Crude Oil Concentrated Salt Water Sludge Oil Coat Steel Cargo Tank Environment Ballast Condition Oil Coat High Humidity(Acid Dew) Inert Gas condition ・SOX,O2 contain Residue of Salt Water Sludge ・Solids in Oil ・Sulfur,Rust H2S Cargo Tank Bottom Full Load Condition Oil Coat Salt Water ・abt.8%NaCl, Salt Water Sludge ・Solids in Oil ・Drops from ceiling (Sulfur,Rust) ⇒ Cause of Pits Pits
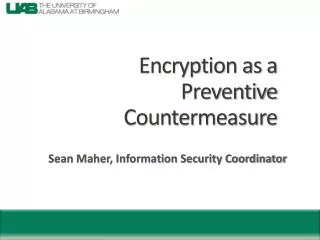
Photo of pits at No paint applied VLCC (VLCC B 2919 pits per Vessel ) (the worst case 1320 pits per tank)
Record of Pitting CorrosionNO PAINT vs SHOP PRIMER No paint applied2.5y dock 5 y dockVLCC A 1323 pits2356 pitsVLCC B 1246 pits 2919 pits S/P applied 2.5y dock (TMCP-YP32) VLCC C 50 pits VLCC D 44 pits (per vessel) ⇒ Better result for S/P!
Results of onboard investigation at G. dock • S/P reduced the number of bottompits dramatically (1000 to 50 !) • Shop primer seems to be remaining(very minute and hard layer!) • Measured thickness of S/P layer was about 50μm(Why did the thickness of S/P increase from 15μm to 50μm ?)
S/P seems to be effective in reducing the number of bottom pits • S/P did really remain even at G.dock?(about 2.5 year after delivery)
S/P applied D/H VLCCs • VLCC C JUL 2000 DeliveryVLCC D SEP 2000 Delivery • JAPAN ~ P/G trade • PAINT SPECCARGO TANKS/P 15μmSLOP TANK T/E 250μm
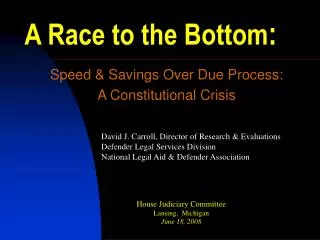
High low EPMA analysis of shop-primer layer at the VLCC COT bottom SEM Cl S 200μm Zn Fe O ⇒ Minute layer including iron and zinc oxide has been formed on the steel plate
Conclusion Not at all the simplest effect of zinc-anode But the layer of iron-and-zinc-oxide, hard, minute and more anti-corrosive in nature than pure iron-oxide, has been considered formed
New Record of Pitting Corrosion Table No. of Pits(Depth 4mm over、per vessel) ※Pits of Suez Max. Tank. are depth 3mm over No. of Pitting Corrosions are still very few At 5years after delivery Shop Primer is still effective in reducing pits on bottom
Results of onboard investigation at 5 years dry docking • S/P still reduced the number of bottompits dramatically (1000-2000 to 50 !) • Shop primer seems to be remaining
Cutting C.O.T. bottom plate for analysis Photo VLCC E Sample (No.2COT ( P) ) Photo VLCC D Sample (No.4 COT ( P ) )
EPMA Analysis - Zn in Rust Layer (a)COMP (b)Zn Fig.EPMA Analysis (VLCC D,C4-1) (a)COMP (b)Zn Low← →High 図 EPMA Analysisi(VLCC E,J7-1)
12.0 10.0 ) 2 8.0 6.0 Zn g/m 4.0 2.0 0.0 VLCC D (2.5y) VLCC D (5y) VLCC E (5y) Quantitative analysis – Zn in Rust TableFe, Zn Content ICP Analysis ・Sample plate:30×30mm ・Dissolution of Rust ・After 5 years Zinc is existing in Rust Fig.Zn Content in Rust
Summary RESULT From Investigation into COT bottom plate「VLCC D」 and 「VLCC E」 (1)KEEP few pitting repair Zinc primer effect is continued 5 years (2)Zinc is still existing in the Rust Ii was supposed that Zinc was used up in less than 1 year. But Zinc is still existing after 5 years
Reduction about 35% Reinforcement of Zn primer’s effect by developed steel Decrease in 35% in pitting corrosion depth was confirmed by applying the developed steel compared with conventional steel. 1.6 Laboratory corrosion test simulated COT bottom 1.4 Gas(5%O2+10%H2S+N2) 1.2 1.0 Sample (surface: Oil-coat or Sludge) Maximum pitting depth (mm) 0.8 0.6 Artificial seawater 0.4 0.2 0.0 Developed steel with Zn primer Conventional Steel with Zn primer Temperature controlled bath (50℃) Developed steel with Zn primer ⇒ Pitting depth reduction Laboratory corrosion test simulated COT bottom
Adopted steel Pits depthConventional Over 3.0mm 548 pits Over 4.0mm 191 pits 684 pits/111 pits Each pitting depth reduce 35% <per tanker> Developed 80 pits 0 pits Presumption of number of repair necessary pitting corrosion <111 pits> Investigation of 111 pits among 684 pits in practical tanker 12.5 years old Adopted steel Pits depthConventional Over 3.0mm 89 pits Over 4.0mm 31 pits Developed 13 pits 0 pits Real Pits in Tanker F Adopted developed steel 50 Range of repair necessary pits 40 Frequency (pits) 30 20 10 0 -1.9 2.0- 2.5- 3.0- 3.5- 4.0- 4.5- 5.0- The number of necessary repair pits decreases greatly. 2.4 2.9 3.4 3.9 4.4 4.9 Pitting corrosion depth (mm)
In addition The number of necessary repair pitting corrosion decreases more greatly by applying the developed steel. Developed steel With Zn primer Effect of developed steel application in practical tanker 4,000 The number of necessary repair pitting corrosion decreases greatly by the Zn primer application. Tanker (Zn primer) Tanker (bare) 3,000 Number of necessary repair pitting corrosion (Pits) Conventional Steel (bare) 2,000 Conventional steel with Zn primer 1,000 0 0 5 10 15 20 25 Ship age (year) Fig. Number of repair necessary pitting corrosion in practical tanker bottom
120 Acid salt water dip corrosion test hr) 100 2 About 90% decrease 80 60 Corrosion speed (g/m 40 20 0 Developed Steel Conventional Steel It is thought that the application of the developed steel is effective to high acidity part in ship. (Reference) Acid examination result of development steel 《Acid salt water dip corrosion test》 Sample : Conventional steel, Developed steel Solution : Sulfuric acid (20%) and NaCl ( 3%) Temp. : 40℃ Test time :6 hours Evaluation: Corrosion speed Sample Sulfuric acid + NaCl solution In very severe acid environment Corrosion speed : Reduction to about 10% Temperature controlled bath(40℃)
Conclusion • Shop Primer is an effective pitting corrosion prevention system. • New steels are developed, They are also an effective pitting corrosion prevention system. • Combinations of Shop primer and Anti-Corrosion steel is more effective
Thank you for your attention