Download
1 / 5
50 likes | 71 Vues
Protection of your system should be considered a major priority to keep away from the stoppage of work. Regular lubrication of the chains of the machine is a must to shun possibilities of friction during strong pulls. A conveyor system consists of various parts and elements. Every part demand proper and regular maintenance. Once a conveyor is installed in your workplace, you should know that the whole porting process is dependent on it. Also, support is necessary to avoid disrupting and expensive repair charges. Smoke should be kept away when you are operating a conveyor. https://www.alphaconveyor.com/

E N D
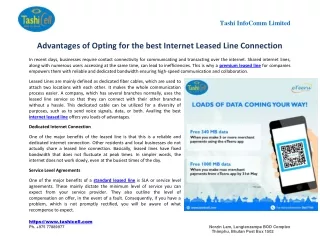
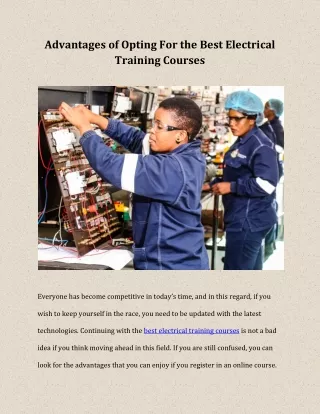
Opting for the Best and Reliable Conveyors Conveyors play a vital role in many industrial units. For the smooth and continuous running of the batch appliances, conveyors have turned out to be an essential system. There are various industries like packing, bottling and canning, chemical, mailing, and auto manufacturing industries that require conveyors. These machines make the work more manageable with less time and practice. Installing a conveyor system is very inexpensive. The inconvenience faced during dispatching of heavy goods has resulted in the increasing need for durable and reliable conveyors in the industries all over the globe. There are several kinds of conveyors available in the market that is brilliantly designed by the renowned manufacturing companies. But not every conveyor is suitable for your industry. Hence, it is very crucial to choose the conveyor that perfectly fits your requirements. Different conveyors offer a varied range of advantages that stand beneficial for your production unit. It is apt to say that an effective porter system can directly influence the hands-free operations of your business. If you are not able to decide the right conveyor for your business, you can talk to the reliable conveyor manufacturers as they can help in analyzing a suitable one for you. Advantages of using a conveyor Numerous industries all across the globe have started employing conveyors to eliminate the problems faced during loading and dispatching of heavy goods. Installing a porting
system has become a straightforward and inexpensive method. Even if you are thinking of shifting your business from one place to a different, then porters can be the very beneficiary in that case. Not only conveyors help in loading and transporting but also in accumulating, sorting and accessing the weight and size of the goods. Increasing the durability of your conveyor is also an easy task. Choosing the best type of conveyor with a practical design and periodic lubrication of the machine is all that you have to take care of. The unique features of conveyor systems have made it an ideal choice for many business owners. The sound quality of such systems has thus offered significant improvement in loading and unloading of heavy goods without any hindrance. The decision of buying a particular kind of conveyor should depend on the long-term requirements, facilities, and maintenance of the business. Different categories of conveyor systems Most of you can be a tad bit confused because you have a lot of options but this can help you select a popular conveyor system that can satisfy your requirements. Floor conveyor- These conveyors comprises turntables, porters, diverters and vertical lifts. A vast variety of companies employ this conveyor as it offers exceptional features that improvise the handling procedures of an industrial sector. The extensive collection of floor conveyors also consist of powered roller, accumulators, gravity roller, tabletop, power belts, and slat conveyor systems.
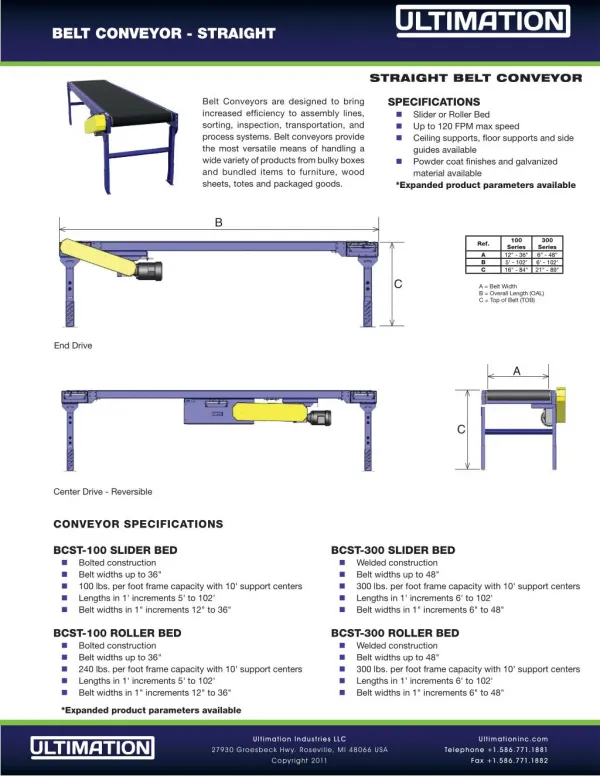
Pneumatic conveyor systems - a wide range of chemical industries have installed pneumatic conveyor systems to transport liquid in large quantities without leakage. In these conveyor systems, through ducts and pipes, fluids and chemicals are loaded from one container to another. Not only chemicals but powdery materials can also be moved through the pipelines by air pressure. Heavy duty rear conveyors Goods that weigh 230-250kgs are transported with the help of heavy-duty rear conveyors. This system can move heavy materials through rollers within minimum time, for example, 22 meters per minute. Slider bed conveyor In a situation where the steel belt is massive, and the suspending chain is weak, these conveyors are suitable. These are perfect for lightweights ranging from 1-15 tons only. Slider bed conveyors are mainly used for feeding horizontal balers and side balers. Chain conveyor- A Garment conveyor system, works with the help of a motor. The porter consists of an array of strings and pendants where the items are suspended. These machines are designed to carry a severe volume of goods. Bulky weighted
commodities like grid boxes, industrial containers and pallets are conveyed through the chains to different destinations. The facility allows moving very long and very wide products wherever you want. The chain conveyors are also used on the floor to transport waste products from one spot to the disposing areas. Monorail conveyors- Such conveyors, are used to covering small and light weights very quickly. This facility saves a lot of floor space and costs low maintenance charge. It also allows storing goods in an organized manner resulting in a decrease in the damage of items. Steel belt conveyor- Companies, dealing with compactors, 2 RAM scrap balers have always appreciated this kind of facility. The design of this conveyor facility is applicable for goods weighing 20-22 tons. The stainless steel conveyor is of two categories – steel apron and piano hinge. The belts are used to move extremely heavy goods anywhere within an hour. You can also pick automated inclined belt conveyor that automatically unloads materials external labor. This eliminates the time taken during manual unloading of goods. MRF sorting conveyors- these kinds of conveyors are a combination of chain belt, slider belt, and steel belt conveyors. The MRF sorting conveyors are designed per the requirements of the customers. without actually involving
Synopsis Conveyors can be of great help if you can properly utilize its implementation. Before buying a conveyor system, you need to analyze the basic need of your business. Only then you can select the most accurate conveyor for your workplace. The proper selection of conveyor can make your task even more efficient and cost-effective. An established conveyor manufacturer can help you decide well and inform you about the designing and various features of the conveyor you are going to purchase. Alpha conveyors are among the reputed automotive conveyor system manufacturers in canada of all times. They can give you a wide range of options from where you can choose the most appropriate one. Some of the examples are vertical conveyors, material handling tools, inclined to convey systems, chain conveyors and link belt conveyor systems. Maintenance of a conveyor is essential to stay away from work stoppage. Lubrication of the parts is necessary to avoid friction during the shipping process. The chains in the system experience constant pull during the process, if not lubricated can start working abruptly and cause damage to the machine.