Download
1 / 40
640 likes | 2.14k Vues
AIDA Seminar. WATER AND WASTE WATER MANAGEMENT FOR DISTILLERY INDUSTRY. By Mr. Prasanna Deshpande. World Water Scenario. 70% of earth covered by water Out of which only 3 % available for drinking. Population demand and water supply Ratio is at alarming level

E N D
AIDA Seminar WATER AND WASTE WATER MANAGEMENT FOR DISTILLERY INDUSTRY By Mr. Prasanna Deshpande 27th Feb, 2011
World Water Scenario • 70% of earth covered by water • Out of which only 3 % available for drinking. • Population demand and water supply Ratio is at alarming level • Waste water out from industry pollutes Earth • Conscience appeals not only for Treatment of waste water but also for reuse and minimize the fresh water usage quantity
Water Source Available Trend shows a Steep Depletion in available water for usage.
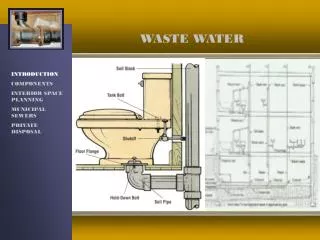
Water Consumption Areas in Distilleries FLOUR SLURRY IN LIQUEFACTION DILUTION IN FERMENTATION DILUTION IN DISTILLATION (ENA) VARIOUS CIP OPERATIONS SEALING WATER FOR PUMPS / BLOWERS Overall Water STEAM GENERATION/ BOILER MAKEUP COOLING TOWERS MAKEUP FLOOR / EQUIPMENT WASHINGS BLENDING & BOTTLING OTHER DOMESTIC USE / CANTEEN, OFFICE
Water Requirement Water for running Process • Process Water • Fermentation dilution • Fermentation CIP • Evaporation • Sealing • CIP • Floor Washing
Water Requirement II Soft Water For running Utilities • Cooling Tower make up • Vacuum Pump Sealing • Centrifugal pumps sealing • Process areas • Alcohol Scrubber • Alcohol Dilution
Water Requirement • III Demineralised Water (DM Water) • Alcohol dilution in ED Column • Boiler DM Water make up • Blending of Alcohol
Effluent Streams Generated • Premium effluent – • a. Spent wash/Vinasse in Molasses based distillery • b. Thin slops in grain based distillery. • Other Effluent Generated – • Distillery operations also generated various other streams • during its working as illustrated
Other Effluent Streams Generated • Liquefaction • Pump Sealing • Floor Washings • Occasional PHE Cleaning • Fermentation • Fermentor CIP • Process Air Blower Sealing • Pump Sealing • Floor Washings
Other Effluent Streams Generated • Evaporation • Concentrated Syrup and Wet cake • Evaporation Process Condensate • Vacuum pump Sealing • Equipment CIP • Pump Sealing • Flour washings • Distillation • Spent Lees • Vacuum Pump Sealing Water • Equipment CIP • Other Pump Sealing
Other Effluent Streams Generated • Utility Reject • Boiler Blow down • Cooling tower Blow down • WTP Reject
Categorized Effluent Streams • Effluent Streams generated in the distillery Operations can be categorized based on, • Compositional Analysis – Organic & Inorganic load • Physical Properties - Temperature, Color • Concentration of Hydroxyl Ion – pH Value • Chemical Oxygen Demand – COD • Biological Oxygen Demand – BOD • Volatile Acids - VA • Total Solids – TS • Total Suspended Solids – TSS
Scientific Approach To Handle Effluent Streams • Effluent Streams generated in the distillery operations can be handled • Reduce Generation • Recycle as maximum as possible • Reuse • Treatment based on its characteristics • Proper Disposal , Utilization
Reduce Generation – Molasses based • Spent Wash / Vinasse – Reduce generation • Higher Alcohol Concentration 9 – 11 % v/v in fermented wash (Depends on Molasses quality) • Indirect Heating in distillation systems through Reboiler
Recycle – Molasses based Recycle Spent wash as a process water (Care to be taken that product quality is not affected)
Spent Wash / Vinasse Biodigester Bio -Composting BIO GAS 10-20 % Recycle To Fermentation (Depends on Molasses Quality) Treatment of Spent wash – Molasses Zero Liquid Discharge scheme-M1
Treatment of Spent wash – Molasses Zero Liquid Discharge scheme-M2 Spent Wash / Vinasse Biodigester Evaporation Process condensate` Reuse In Process Final Treatment Initial Treatment Conc. Product To Composing
Spent Wash / Vinasse Evaporation (Concentration @ 60%) Incineration Boiler 10-20 % Recycle To Fermentation (Depends on Molasses Quality) Treatment of Spent wash – Molasses Zero Liquid Discharge scheme-M3
Reduce Generation- Grain • Thin Slops reduce generation • Higher Alcohol Concentration 10 – 12 % v/v in fermented wash • Indirect Heating in Distillation systems through Reboiler
Recycle - Grain Recycle Thin Slops as a process water up to 35%
Thin Slops Biodigester Secondary & Tertiary Partly Recycle To Process Land Application Treatment of Thin Slops - Grain Zero Liquid Discharge scheme-G1
Thin Slops Syrup mixed with Wet Cake ‘DWGS’ Evaporation Partly Recycle To Process DDGS Dryer Treatment of Thin Slops – Grain Zero Liquid Discharge scheme-G2
PR , FOC COLUMN Spent Lees Evaporation Process Condensate 1st Stage Treatment 2nd Stage Treatment Recycle in Process Raw Water Storage 3rd Stage Treatment Dilution in Distillation To Vinasse Evaporation Reject to Composting Rectifier Lees Fermentation Treatment of Other Effluent Streams- Molasses
Evaporation Process Condensate Cooling Tower Treatment Partly Recycle to Process Thin Slop Evaporation FOC Lees PR Lees Balance Make up water Distillation In Dilution Rectifier Lees Cooling Tower Treatment of Other Effluent Streams- Grain
Make up Process Pump Sealing Water Reuse system Process Pumps From All Sections Tank Total Water Savings = 95 %
Make up Vacuum Pump / AIR Blower Sealing Water Reuse System CWR Vacuum Pump / Air Blower Cooler Tank CWS Total Water Savings = 95 %
Molasses Floor Washings Treatment Reuse In Process Reuse In Process Grain Floor Washing
Boiler Blow down Boiler Ash Quenching Raw water tank Cooling Tower Blow down Treatment Field Application Tree Plantation WTP Rejects Evaporation & Dryer Utility Reject
Case Study - 1 100 KLPD Molasses Distillery Reduction in Fresh Water after Implementing Treatment Recycle technology
Case Study - 1 (a) 100 KLPD Molasses Distillery Total Water Savings = 42 %
Case Study - 2 100 KLPD Grain Distillery Reduction in Fresh Water after Implementing, Treatment , Recycle technology
Case Study - 2 100 KLPD Grain Distillery Total Water savings = 60 %
Conclusion • Trend emphasis on conservation of water in currently installed Alcohol Distilleries. • Need of time to maximize the reuse of water and to minimize the fresh water consumption. • To meet the above challenges Praj has developed technology for Treatment, Recycle and Reuse of the water from various effluent streams in Alcohol Distilleries. “SAVE WATER SAVE NATURE”