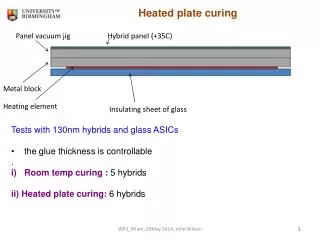
Heated plate curing
This document outlines the procedures and adjustments made to the ASIC placement jig to ensure proper alignment and flatness during the gluing process of hybrid ASICs. Key challenges included adjustments to touchdown pins and measuring height variations post-gluing, necessitating the use of feeler gauges and aluminum shims to correct small surface dents. Shear testing with the Dage 4000 revealed issues with glue thickness affecting adhesion, prompting further examination and measures to ensure compliance with industry standards for successful bonding.

Heated plate curing
E N D
Presentation Transcript
Heated plate curing • Gluing and Measuring (130nm hybrIds) • Trying to adjust touchdown pins on ASIC placement jig for flatness. • Check after gluing glass ASICS (room tempo cure). • Shear testing • Use Dage 4000 to shear-test the glass ASICs glued above (though the • glue thicknesses are awry) WP3; 20 Mar2014; John Wilson
Adjustment of placement jig ASIC Placement Jig Touchdown pin Assembly Dowels Aluminium tooling plate Mini heating element Feeler gauges • Feeler gauges, placed between the jig and plate: • gauge thickness = glue thickness + ASIC thickness + height of hybrid from panel. • ( 80μm + 310μm + - 50μm ) = 340μm WP3; 20 Mar2014; John Wilson
Measure the resistance of each touchdown pin, stopping when it becomes finite But find that pins are adjusted ~40µm too long. The metal plate had small dents in the surface under the touchdown pins. Placing shims (of the same thickness) under the vacuum pads and spacing shims, and under the touchdown pins, has removed these surface dents. Now we achieve the target height. WP3; 20 Mar2014; John Wilson
After gluing and room temp curing, measure the heights of the ASICs above the touchdown pads. The ASIC height should be equal to the distance set when adjusting the jig (i.e. 340μm) . In fact, the ASIC height is ~ 50 µm lower → a reduced glue thickness.
The Glue Thicknesses are ~50µm than expected. The shape stays consistent with what we expected but it looks as if the whole jig has somehow ‘sunk’ into the panel WP3; 20 Mar2014; John Wilson
Adjustment of placement jig There is a small dent in the centre of each of the ‘touch down pads’ We estimate this dent, has lowered the whole jig by ~50µm. We think this has occurred because of the tight fit of the jig to the panel. Quite a force is required on to the jig to get it to sit correctly → dent on surface? We have reamed out the holes on the panel to make the jig fit better. Will glue another hybrid to see if the problem persists. WP3; 20 Mar2014; John Wilson
Dage 4000 : shear tests • Need to support the hybrid firmly during the shear test: • Videos of shearing available! Shear tool Clamp Plate with lip to stop hybrid sliding WP3; 20 Mar2014; John Wilson
Dage 4000 : shear tests (contd) During these two shear tests the jig holding the hybrid twisted which is why there is a lower value recorded. WP3; 20 Mar2014; John Wilson
Dage 4000 : shear tests (contd) No conclusions since glue thickness is wrong but glue joints seem very strong! i.e. within spec (MIL-STD-883G): if die area exceeds 4.1 sq mm, shearing at ≤ 2.5kg ≡ FAILURE; shearing at ≥ 5.0kg and adhesion over > 75% of area ≡ SUCCESS. Aim for ≥ 5.0kg WP3; 20 Mar2014; John Wilson