Download
1 / 1
10 likes | 143 Vues
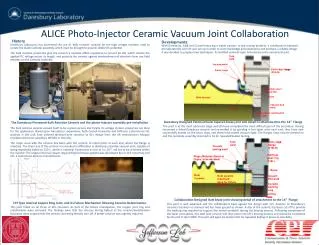
Daresbury Laboratory has pioneered the use of ‘bulk resistive’ ceramic for the high voltage insulator used to isolate the ALICE Cathode assembly, which must be brought to around -400kV DC potential.

E N D
Daresbury Laboratory has pioneered the use of ‘bulk resistive’ ceramic for the high voltage insulator used to isolate the ALICE Cathode assembly, which must be brought to around -400kV DC potential. The bulk resistive properties give the ceramic a resistive effect equivalent to around 60 GΩ, which divides the applied DC voltage across its length, and protects the ceramic against bombardment of electrons from any field emitters on the Cathode assembly. The Daresbury Pioneered Bulk Resistive Ceramic and the photo-injector assembly pre-installation. The bulk resistive ceramic proved itself to be a great success electrically. Its voltage division properties are ideal for the application. Based upon Daresbury’s experience, both Cornell University and Jefferson Laboratories FEL projects in the USA have ordered identical bare ceramics to DL’s design from the UK manufacturer Morgan Crucibles American subsidiary WESGO in the USA. The major issue with the ceramic has been with the ceramic to metal joints at each end, where the flange is attached. The sheer size of this ceramic has resulted in difficulties in obtaining a durable vacuum joint, capable of being repeatedly baked to 230 C, which is essential if pressures as low as 3 x 10-11 mB are to be achieved within the injector. The original internal copper ring jointing technique applied was developed by Cornell University and CPI, a commercial klystron manufacturer. CPI Type Internal Copper Ring Joint, and its Failure Mechanism Showing Ceramic Delamination. This joint failed on all three of DL’s ceramics. As part of the failure investigation, the copper joint ring and metallisation were removed. The findings were that the stresses during bakout at the ceramic/metallisation boundary were so great that the ceramic was being literally torn off. A better solution was urgently required. Flange Ceramic Braze Abutment face Flange to Ceramic Copper ring ALICE Photo-Injector Ceramic Vacuum Joint Collaboration History Developments With Daresbury, JLAB and Cornell requiring a viable solution to the sealing problem, a collaboration between the laboratories and CPI was set up in order to pool knowledge and experience and produce a reliable design. It was decided to progress two techniques. A modified external taper braze kovar and a monel butt joint. Daresbury Designed External Kovar tapered braze joint and detail of attachment to the 14” Flange This joint is at the most advanced stage and CPI have completed the most difficult part of the procedure. Having recovered a failed Daresbury ceramic and re-worked it by grinding a fine taper onto each end, they have now successfully brazed on the kovar rings, and these have tested vacuum tight. The flanges must now be welded on and the complete assembly returned to DL for repeated bakout testing. Collaboration Designed Butt braze joint showing detail of attachment to the 14” Flange This joint is well advanced and the collaborators have agreed the design with CPI. Another of Daresbury’s ceramics has been re-claimed and has been ground as shown. A disk of the ceramic has been cut off to provide the backing ring required to support the monel sandwich during the brazing process. Following completion of the taper joint above, this butt joint ceramic will then enter into CPI’s brazing process and should be completed by the end of April 2009. This joint will again be tested at DL by repeated baking to prove its durability.