Statistical Process Control (SPC) for Quality Improvement
Learn how SPC uses statistical methods, control charts, and data analysis to achieve consistent quality, minimize costs, and make informed decisions in manufacturing processes. Discover the importance of common cause variation and control limits, and how to apply SPC effectively.


Statistical Process Control (SPC) for Quality Improvement
E N D
Presentation Transcript
What is SPC? “Quality control by statistical methods is now so extensively applied in all lines of industry, and in all sections of the United States, that everyone who is interested in manufacturing should also have a definite interest in the methods.” -Control Charts, E.S. Smith - 1947 Process Control Statistical Description: Involves the use of statistical signals to identify sources of variation, to maintain or improve performance to a higher quality level, typically through the use of control charts. XI-2
Why only common cause variation? Statistical control - shows if the inherent variability of a process is being caused by common causes of variation, as opposed to assignable causes. XI-2
Goals of SPC Minimize cost by making economical decisions Attain a consistent process or improve a process Identify when a process has changed Allow everyone to contribute to process improvement XI-2
How distributions relate to control charts …and stretched out over time. • This gives the advantage of seeing when an event occurs. It is highly recommended to use a histogram and control chart together. A control chart is simply a distribution of values, turned 90 degrees on its side... XI-5
Control limits Warning indicators a.k.a Natural Process Limits (NPL) Usually drawn on the chart at +3 (UCL) and -3 (LCL) from the process average. Defines the process boundaries of your measured subgroups Signals you if your process is operating in a state of statistical control, or if it is out of control XI-5
Control chart example Is there special cause variation present? Does it look normal? When do I make a change to the process? Is the process in control? Is there a pattern? Is measurement variation having a big effect? Remember Walter Shewhart? He is credited with the control chart. We will refer to these as the Shewhart Methods. XI-5
Control Charts vs. Histograms Histogram of gas mileage data Control chart based on gas mileage data Same data shown using different tools XI-5
How to apply SPC to a process Analyze where SPC should be done. Decrease any obvious variability Verify Gage R&R is acceptable Create sampling plan with rational subgroups Create control chart – allow only common cause variability Run the process and verify control Calculate process capability Monitor process or improve if necessary Pre-control Continue to monitor or improve XI-5
When do I get the data? You always need to take random samples. • At random times • At regular intervals • Time based • Quantity based • Use “Rational Subgroups” • Small variation within groups • Large variation between groups (sources of variation that occur over time) XI-6
How much data do I need? • Let’s remember the assumptions: normal, homogeneous, need rational subgroups • Typical Shewhart methods will state rational subgroups of 4, 5, or 6 if you have a lot of data recorded periodically, or 100% for small sample sets • Based on process capability XI-6
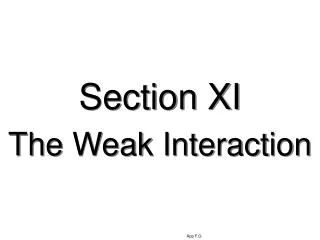
Median, Range 9 o Average, Range t 2 = n e r o m r o 0 1 = n Average, sigma s n t o n - n o r m a n n l d a t a = 1 e m Run chart s e n e o r l r m u b a l s a d i a a r t a e a IX control chart M V A t t d e x r i f C n i np control chart b o u u s n e c t e s i p n t s v a n t r i i e u s p control chart n o u C r o d e x i f n C c chart o u n t o c c u r e n c e s n v a r i e s u chart Control chart decision tree Variable: data provides the most information Median, Range 9 9 Average, Range Average, Range o o t t 2 2 = = n n e e r r o o m m r r o o 0 0 1 1 = = n n Average, sigma Average, sigma s s n n o o n n - - n n o o t t r r m m n n a a l l d d a a = = t t a a n n 1 1 e e m m Run chart Run chart s s n n o o e e e e r r r r m m l l a a u u b b l l d d s s a a a a t t i i a a a a r r e e a a IX control chart IX control chart M M V V A A t t t t d d r r e e C C x x i i i i f f n n np np control chart control chart b b o o u u u u t t n n s s e e t t e e s c c s s s e e i i p p n n v v t t a a s s r r i i n n e e t t s s i i p control chart p control chart u u n n o o u u C C r r o o d d e e x x i i f f n n C C o o c chart c chart u u n n t t o o c c c c u u r r e e n n c c e e s s n n v v a a r r i i e e s s u chart u chart Attribute: Needs a lot of data Control chart – The basic tool of SPC XI-10
11 step procedure for Average and Range control charts • Select a process measurement • Stabilize process and decrease obvious variability • Check the gages (10:1, GRR) • Make a sample plan • Setup the charts and process log • Setup the histogram • Take the samples and chart the points • Calculate the control limits and analyze for control • Calculate the capability and analyze for capability • Monitor the process • Continuous Improvement XI-11
What is an IX and MR chart? Pronounced “individual x and moving range” The most common chart used with limited data Each point on the chart represents an individual value Used when subgroup samples need to be 1 Works well with processes that have trends that develop and disappear quickly XI-18
11 step procedure for IX-MR control charts • Select a process measurement • Stabilize process and decrease obvious variability • Check the gages (10:1, GRR) • Make a sample plan • Setup the charts and process log • Setup the histogram • Take the samples and chart the points – at least 10 measurements before calculations • Calculate the control limits and analyze for control - histogram • Calculate the capability and analyze for capability • Monitor the process ( ) • Continuous Improvement XI-18
For the moving range control chart: For the individual control chart: How to calculate control limits estimate s by UCL-LCL 6 XI-18
IX & MR exercise data The data below was collected as part of a development process The tolerance is .655 to .645 XI-18
11 step procedure for p control charts • Select a process measurement • Stabilize process and decrease obvious variability • Check the gages (10:1, GRR) • Make a sample plan • Setup the charts and process log • Setup the histogram • Take the samples and chart the points* • Calculate the control limits and analyze for control* • Calculate the capability and analyze for capability* • Monitor the process • Continuous Improvement XI-24
p chart control limits You can use these equations – but it’s better to let the computer do it. • Chart the points • Sets scales for control chart • Calculate each subgroup’s proportion nonconforming • Plot the proportion nonconforming on the chart • Calculate control limits and analyze for control • Plot your control limits XI-24
p chart control limits • Calculate the capability and analyze for capability • Capability is based on average defective • Is UCL or LCL within your goal value? • If UCL > USL or LCL < LSL then Cpk<1 • If UCL < USL or LCL > LSL then Cpk>1 XI-24
p chart example 1. Complete a p chart. 2.What can you tell from the data? 3. Complete a np chart. 4.What can you tell from the data? 5. How are these charts different? This data represents the number of errors found in purchase orders over a 30 week period. XI-24
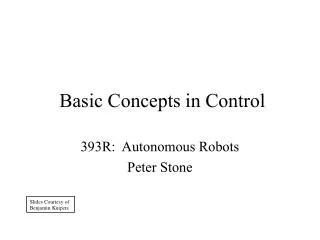
50% 50% -3s -2s -1s 0 +1s +2s +3s ± s ± ± s s 3 .9973 2 1 .9546 .6826 Normal Distribution Zones A B C C B A z value = distance from the center measured in standard deviations XI-32
Normal Patterns • The process creating the data on the control chart is operating under statistical control. • Produces a graphic that will have a high center, and sloping sides. • The points tend to cluster around the center of the chart, show random variation, with only a few points spreading out toward the control limits. • Points look random – good but not too good • Here is an example of a process running in statistical control: XI-32
Non-normal Patterns • Data that fluctuates excessively and fails to center itself around the centerline is characteristic of assignable or non-normal variation. • Several of these patterns have been classified. • aka “The Western Electric Rules” • The next few pages describe the most common patterns seen in processes. • Not necessarily a bad thing. • Heading in right direction • Result of improvement XI-32
Random Parts Out of Control – Freaks (Rule 1) • A random part located outside of the control limits (1 point outside of zone A) • Occurs for a number of reasons • Any reason requires investigation before continuing to run the job. • Reasons to occur: • An incorrect machine adjustment that is immediately noticed and fixed • Errors in measurement or plotting • A cutting tool that “caught a chip” • May be normal variation XI-32
Grouping .7510 .7505 . .7500 .7495 .7490 Grouping (Rule 2 and 3) • Occurs when the points occur in clusters • Can be done visually • Can be done statistically (2 of 3 points in zone A or beyond – 4 of 5 points in zone B or beyond) • Grouping can be caused by: • Differences in setups • Tools moving • Method problems XI-32
Sudden Shift in Level – Shifts(Rule 4) • Set of seven or more consecutive points that are all on one side of the center line indicating the center has changed (8 or more points in zone C or beyond, all on one side of the center line) • Usually temporary / sudden • A sudden shift in the level of parts shown on a chart can be good or bad • Good: if the shift is bringing the parts back to split limit • Bad; if the shift is taking the parts away from split limit • Sudden shifts can be caused by: • A change of material, new operator or inspector, an offset change, two or more machines/suppliers on one chart XI-32
Trends – Runs (Rule 5) • Defined as consecutive points on a control chart that are steadily increasing or decreasing in value (6 or more consecutive points that either increase or decrease in value – also, 10 out of 11 consecutive points that either increase or decrease in value ) • Usually gradual • Trends can be caused by: • Air, coolant, or part temperatures that are steadily increasing or decreasing. • Tool wear that allows a part to steadily increase or decrease in size • A fixture that is constantly wearing, causing the parts to steadily increase or decrease in size. • Operator fatigue XI-32
Cycles • There are no number rules to identify cycles • Cycles are defined as repeated patterns in a process • Cycles can be caused by: • Machines that are continually heating up and cooling down • Air temperatures in the shop that rise to a certain point, then are reduced quickly as cooling systems are activated • Tool wear that allows a part to increase or decrease in size until an offset is made • Seasonal XI-32
Stratification (Rule 6) • Can be identified by looking for a majority of parts hugging the center line. (15 or more consecutive points inside zone C) • Will have a "sawtooth" look to it. • Stratification can be caused by: • Gaging concerns (rule of 10s) • Honest reporting? XI-32
Mixtures (Rule 7) • Can be identified by looking for a majority of parts falling very close to the control limits, with very few in the center of the chart. (5 or more consecutive points outside zone C) • Will have a "sawtooth" look to it. • Typically, this type of situation is actually a combination of two separate distributions within a process, one at high limit, and one at low limit. • Mixtures can be caused by: • Two different gages being used • Output from two or more machines mixed together on the same chart. • Gaging concerns (rule of 10s) • Honest reporting? XI-32
High Level Of Control Low Finding The Right Level Of Control Poka-Yoke (Mistake Proofing) Statistical Process Control (SPC) Written Procedures (SOPs, FMEAs, etc….) Verbal Instructions (Training, Sounds, etc….) Use the right level of control that brings long term stability to the process that you are improving. There will most likely be a tradeoff between the effectiveness, effort and cost of the control technique. XI-36
SOP as the control Exercise: Draw a rectangle. Draw a semi- circle along the left edge. Draw another rectangle along the right edge of the rectangle. Draw a trapezoid along the right edge of that rectangle. Draw a rectangle along the right edge of the trapezoid. What is your result? XI-36
1 5 3 2 4 Class Exercise Draw the described figure XI-32
The Control Plan • A Control Plan is simply a plan that documents your process • Intended to make the process robust • Assures that we meet our customer expectations • It contains Key Input and Output Variables • Data comes from process map, fishbone (C-N-X), standard operating procedures, FMEA and error proofing XI-32
Example Control Plan XI-32