
2-5 焊接结构工艺设计
2-5 焊接结构工艺设计. 一、焊接结构生产工艺过程概述 备料→装配→焊接→焊接变形矫正→质量检验→表面处理. 二、焊接结构工艺设计. 1. 焊缝布置 Weld Arrangement 焊缝应尽量处于平焊位置. 焊缝要布置在便于施焊的位置. 焊缝布置要有利于减少焊接应力与变形 尽量减少焊缝数量及长度,缩小不必要的焊缝截面尺寸. 焊缝布置应避免密集或交叉. 焊缝布置应尽量对称 焊缝布置应避开机械加工表面. 焊缝布置应尽量避开最大应力位置或应力集中位置. 2 .焊接方法的选择.

2-5 焊接结构工艺设计
E N D
Presentation Transcript
2-5 焊接结构工艺设计 一、焊接结构生产工艺过程概述 备料→装配→焊接→焊接变形矫正→质量检验→表面处理
二、焊接结构工艺设计 1. 焊缝布置Weld Arrangement • 焊缝应尽量处于平焊位置
焊缝布置要有利于减少焊接应力与变形 • 尽量减少焊缝数量及长度,缩小不必要的焊缝截面尺寸
焊缝布置应尽量对称 • 焊缝布置应避开机械加工表面
2.焊接方法的选择 • 要根据焊件的结构形状及材质、焊接质量要求、生产批量和现场设备等,在综合分析焊件质量、经济性和工艺可能性之后,确定最适宜的焊接方法。 • 焊接接头使用性能及质量要符合结构技术要求 • 提高生产率,降低成本 • 焊接现场设备条件及工艺可能性
3.焊接接头设计Welding Joint Design (1) 焊接接头形式及选择 • 焊接接头形式 对接 Butt Joint 搭接 Lap Joint 角接 Corner Joint T形接 T Joint
焊接接头形式选择依据:根据工作条件所确定的接头形式、坡口形式和尺寸、焊缝尺寸等焊接接头形式选择依据:根据工作条件所确定的接头形式、坡口形式和尺寸、焊缝尺寸等 • 设计要求:保证接头满足使用要求 • 焊接的难易与变形程度:焊接易于实现,变形能够控制 • 焊接成本:经济性 • 施工条件:技术人员设备等条件
熔焊:对接、搭接、角接、T接、端接 • 压焊:对焊-对接、点焊和缝焊-搭接 • 钎焊:搭接
(2)坡口形式设计 Welding Groove Style Design 目的: • 使接头根部焊透 • 使焊缝成型美观 • 使焊缝金属达到所需的化学成分。 常用加工方法: • 气割 • 切削加工(车或刨) • 碳弧气刨等 坡口基本形式 :I、V、X、U
选择依据: • 板材厚度 • 坡口加工方法 • 焊接工艺性 • 考虑焊接方法、焊接位置、接头类型、变形大小、熔透要求、经济性等
焊接材料的选择 • 优先选择可焊性好的低碳、低合金钢. • 否则就要采取相应的工艺措施
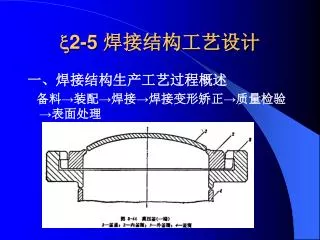
三、焊件结构工艺性设计实例 低压贮气罐,壁厚8mm,压力1.0MPa,温度为常温,介质为压缩空气,大批量生产。
选择母材材料:短管选用优质碳素结构钢10,其它选用塑性和焊接性好的普通碳素结构钢Q235-A。选择母材材料:短管选用优质碳素结构钢10,其它选用塑性和焊接性好的普通碳素结构钢Q235-A。 • 设计焊缝位置及焊接接头、坡口形式: • 筒节的纵焊缝和筒节与封头相连处的两条环焊缝均采用对接Ⅰ形坡口双面焊 • 法兰与短管焊合采用不开坡口角焊缝 • 法兰管座与筒体焊合采用开坡口角焊缝。 • 选择焊接方法和焊接材料 • 角焊缝:采用焊条电弧焊方法,焊条选用E4303(J422) • 纵、环焊缝:采用埋弧焊方法,焊丝选用H08A,配合焊剂HJ431。
作业: 1、焊接结构工艺性的最主要内容是什么?