Download
1 / 61
670 likes | 1.02k Vues
A TPM Teljeskörű Hatékony Karbantartás. I . TPM alkalmazás alapjai. A TPM alapvető célja, hogy a gépi állásidők csökkentésével és a megfelelő termékminőség biztosításával a gyártórendszerek hatékonyságát növeljük.

E N D
A TPM alapvető célja, hogy a gépi állásidők csökkentésével és a megfelelő termékminőség biztosításával a gyártórendszerek hatékonyságát növeljük
Veszteségforrások csökkentése: eljárásokat kell kidolgozni a veszteségforrások felderítésére, rendszeres elemzésre és csökkentésére. Az alábbi 6 nagy veszteségforrás nevezhető meg a termelési folyamatunkban
1, Műszaki, termelőberendezések meghibásodása, üzemzavarok vagy alkatrészhiány miatt kisebb nagyobb kényszerleállások pl: a gyártás során használandó berendezések, szerszámok nem az előírásoknak megfelelően működnek,esetleg hamarabb tönkremennek,vagy az anyagbeszállítónk késve szállítja a nyersanyagot
2, Beállítási, összeszerelési, átállási veszteségek, a termékhibák miatti leállások, a termék és a gép kedvezőtlen kölcsönhatásából származó újramegmunkálások és selejtek okozta veszteségek pl.:a gépek esetlegesen nem pontosan történő összeszerelésének következtében a gépek hamarabb elállítódhatnak,több selejtet képződik,amelyek kiküszöbölése plusz időt vesz igénybe
3, A nem kellően szervezett, karbantartási oldalról nem kidolgozott beállítások és átállások veszteségei (holtidő üresjárat) pl:a gépeken való kötelező karbantartási műveletek hanyag vizsgálata,esetleges kihagyása következtében a gépet le kell állítani
4, A rossz műszaki állapot miatti alacsonyabb termelési kapacitás, csökkentett sebesség pl: a gépek régiek, elhasználtak nem megfelelőek a modern zökkenőmentes gyártáshoz,többszöri,részletesebb ellenőrzések szükségesek,és az esetleges tönkremenő alkatrészek nehéz beszerzése nehezíti a gyártást
5, Nem indokolt beindítási veszteségek, kezdeti indítási és kitermelési veszteségek pl:kis darabszámú,egyedi alkatrészek készítése nem gazdaságos,mert új beállításokat,átszereléseket igényelnek,amelyek sem időben,sem pénzben nem kifizetődőek
6, Minőségi hibák és selejtek, amelyek a berendezésekről szerezhető információk hiánya, és az adathiányból eredő hibás karbantartási döntések veszteségei pl:a gépek nem rendeltetésszerű használata,fontos dolgok figyelmen kívül hagyása következtében,amely lehet gyorsaság, rossz kenőanyag használat,időközönkénti kötelező ellenőrzések(hibakártyák) elhanyagolása következtében elszaporodhatnak a selejtek
Ezen pontok javításának eredményeként növelhető az általános gépkihasználtság és folyamathatékonyság
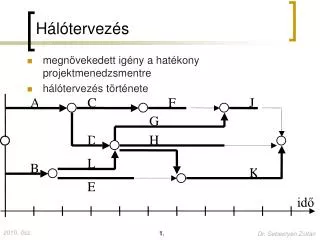
II. A veszteséganalízis • Termelőberendezés üzemeltetési megbízhatósági vizsgálatának első fázisa • Alapvető feladat: a meghibásodások csoportosítása és a kritikus hiba okok kiválasztása • A karbantartási stratégia tervezésének alappillére (súlyponti probléma megoldása) • Szorosan összefügg a 6 veszteségforrással
A meghibásodások csoportosítása 6 súlyponti probléma alapján: • Üzemzavar • Anyaghiány • Szerszámcsere • Üresjárat • Utánmunkálás • Gépbeállítás
A súlyponti probléma megoldási menete Cél: a legjobb termelési hatékonyság elérése • Adatgyűjtés ill. az adatgyűjtési rendszer kialakítása • Gyengepontok elemzése (Pareto-diagram) • Kritikus pontok vizsgálata: megszüntetési eljárást, módszert kell kidolgozni (Ishikawa-diagramon) • Megoldás meghatározása
A kritikus hiba okok kiválasztása A hibaok: • Bekövetkezési gyakorisága; • összes kiesési idő (állásidő); • Bekövetkezéséből származó összesveszteségjellegű költség; • Megelőzésére fordított összes karbantartási költség alapján
Az üzem gyártóeszközeinek vizsgálata Az üzem gyártóeszközei: hegesztőgép, élhajlító, lemezolló, szemcseverő, homokfuvató (összesen: 5db) 5 gépből álló soros rendszerként írható le. • Adatgyűjtés ill. a adatgyűjtés rendszerének kialakítása 1 2 3 4 5
2.Gyengepontok elemzése Pareto-diagrammal • Célja: megtaláljuk azt a kevés okot, amely az okozat előfordulását a legnagyobb arányban jellemzi • A kritikus meghibásodási pontok kimutathatók vele • A kritikus hiba okok közül , az általa okozott összes kiesési idő (állásidő) kerül elemzésre. • Láthatóan jelzi a fejlődést, további javításokra ösztönözhet
Következtetés : A legnagyobb állásideje a hegesztőgépnek és az élhajlítónak volt tehát ezekre a gépekre kell elvégezni az Ishikawa-diagramnak az ábrázolását, és elemzését hogy a rendszer hatékonyságát (OEE mutató) növelni tudjuk. A másik 3 gép (lemezolló, szemcseverő, homokfúvató) aránylag egyenlő állásidejű • Ishikawa-diagram készítése a 4M (machine, method, man, material) alapján • Készítését a területek szakértőiből álló team végzi
Következtetés: Az Ishikawa-diagramból megállapítható: a hegesztőgép nagy állásidejét befolyásoló okok, amelyek kiküszöbölhetőek: • A gép tényezőnél a rossz beállítások számának csökkentésével és alkatrészellátás javításával • Az emberi tényezőnél megfelelő oktatással, motiválással • Módszereknél a tervezési és elemzési módszer átalakításával • Anyagoknál az alapanyagok megfelelően rendelkezésre állásával. Eredmény : a hegesztőgép állásidejének jelentős csökkenése. A gép rendelkezésre állási ideje nő gyártórendszer hatékonyabb (OEE)
III. OEE Overall Equipment Effectiveness Teljeskörű gépi hatékonyság (OEE)
"A Termelésünk sokkal kisebb mint a beszerelt berendezéseink kapacitása! „ • A termelőgépeket egy adott termelési kapacitásra tervezik meg. • A gyakorlatban azonban mindenféle okból kifolyólag messze elmarad ezen elméleti kibocsátástól. • Látszólag a végrehajtott fejlesztések sem hoznak hasznot: nagyobb termelési sebesség mellett több minőségi hiba fordul elő, és ha jobban ügyelnek a minőségre, akkor gyakoribb a leállás. • Hiba : Gyakorta nincs jobb ötletünk, beletörődünk és megtanulunk együtt élni a helyzettel. • Az OEE betekintést nyújt a termelési folyamat veszteségeibe
A gyakorlatban az OEE-érték a vártnál sokkal alacsonyabb értéket mutat! • Az ideális és a valóságos teljesítmény közti különbség egyenlő a veszteségek összegével, és ezáltal közvetenül megmutatja, hol van szükség fejlesztésre. • Amit nem tudunk mérni, azt fejleszteni sem tudjuk. (Ami nem mérhető, azt mérhetővé kell tenni.) • A World Class Performance (Világklasszis Teljesítmény) sikere abban áll, hogy a gépek és folyamatok teljesítményét mérni tudjuk. • Mivel az OEE nagyon célirányos és hatékony a veszteségek lokalizálásában, ezért a fejlesztési folyamat mindig az OEE mérésével kezdődik.
melyik gép éri el célkitűzést, az összes gép abszolút OEE besorolását és hogy hol érhető el a legnagyobb megtakarítás - üzem vezetőség széleskörűen használja • adott gép vagy egy gépcsoport veszteségeit mutatja, a legmagasabb szinten egy adott időtartam alatt. A termelési csoport és a fejlesztési csoportok egyaránt használják • Az OEE időtartam diagram, (vonatkoztatható: naptári hetekre, a hét napjaira, a műszakokra, a hét napjain műszakonként stb.) az OEE fejlődését, a rendelkezésre állást, a teljesítményt és a minőségi osztályozást mutatja egy adott időtatrtam alatt. Ez a diagram azt mutatja, hogyan fejlődőtt a gép az idő multával. A termelési csapat és a fejlesztési csapatok egyaránt használják. • A műszakriport a műszakot befejezően azonnali visszajelzéssel szolgál a termelési csoportnak. A műszak riport tartalmaz OEE részleteket, leállásokat, termelési részleteket és az előző műszak naplóját, mindezt egy oldalon.
Az OEE oszlopdiagram egy adott gép vagy egy gépcsoport veszteségeit mutatja, a legmagasabb szinten egy adott időtartam alatt. A termelési csoport és a fejlesztési csoportok egyaránt használják.
A veszteség kördiagram a TPM-en belül is használt, 6 veszteséget veszi alapul. (Üzemzavar,Anyaghiány,Szerszámcsere,Üresjárat,Utánmunkálás, Gépbeállítás) • A veszteség kördiagram, megmutatja hogy mely típusú veszteségek a legnagyobbak. • A diagram erőssége az, hogy MINDEN veszteséget kimutat.
Az OEE éves diagram más fontos termelési mutatók bemutatására is alkalmas, mint pl. OEE top, Termelési hatékonyság, és mások. • A menedzsment, a termelési csapat és a fejlesztési csapatok egyaránt használják.
Kézi adatgyűjtés a gépkezelő személyes felelősséget érez az OEE mérés iránt az adatok lejegyzése az ő felelőssége Az elemzések eredményeinek és az ezeket követő fejlesztéseknek a megindokolása könnyebbé válik! Gépi adatgyűjtés Nagyon pontos OEE eredményt ad. A gépkezelő elindíthatja a gépet, mielőtt még a leállás okát bevinné a gépbe. A műszak után azonnal rendelkezésre áll a szerviz jelentés. Valós-idejű OEE kijelzés van a gépen. Nem szükséges a már összegyűjtött termelési adatokat még egyszer bevinni. Ezzel elkerülhető a dupla munka. Előnye:
Kézi adatgyűjtés • egyszer papíron majd még egyszer a számítógépes adatfeldolgozásnál. Ez kevésbe hátrányos akkor, ha a csoportvezető maga dolgozza fel az adatokat, hiszen ily módon értékes információ áll rendelkezésére arról, hogy mi történt az előző műszakban • pontatlan adatfelvétel Gépi adatgyűjtés • A gépsoron el kell helyezni egy komputert • A hardvert telepíteni kell. (költség) • A hardvert telepíteni kell • Általánosságban az összegyűjtött adatok vagy használhatatlanok vagy csak meglehetősen nagy munkával tehetők használhatóvá. Ezért a leállások részleteinek a minősége, amit a PLC összegyűjtött, pontatlan. Hátránya:
é ù Működési idő % OA = 100 x ê ú Teljes tervezett idő - Tervezett állásidő ë û Effektív Működés (OA) Operating Availability MAGYARÁZAT: • Működési Idő= A valóságos gyártási idő, a beállítások nem tartoznak bele a Működési Időbe • Teljes Tervezett Idő= Az az idő, amikor munkát v. műszakot terveztek a berendezésre (pl.lehet a műszak időtartama is) • Tervezett Állásidő = A vezetés által meghatározott állásidő (tehát: étkezés, szünetek,tervezett karbantartás,de nem beállítások)
Teljeskörű gépi hatékonyság (OEE) Legyártott jó db.szám Összes legyártott db.szám x x Termelékenységi mutató Minőségi mutató Idő kihasználtsági mutató Aktuális futási idő Összes gyártott db X Norma idő Tervezett idő – Tervezett kieső idő Aktuális futási idő 8 óra per nap 1 óratervezett szünetek 7 óraRendelkezésre állás ideje 0.5 órajavítás 0.5 óraanyagra várás 0.5 órabeállítási idő 5.5 óraFutási idő = 0.91 = 0.80 5.5 óra /7 óra = 0.78 240 darab 300 darab 300 darab x 1 perc / darab 8 óra – 2.5 óra x x OEE = 0.78 x 0.91 x 0.80 = 57%
$ Példák az működési idők Veszteségeire • Üzemzavar , Váratlan meghibásodások. • Gyenge karbantartás. • Átállások. ( Utánállítások ! ) • Minőségi problémák. ( Alapanyag , Mérőeszköz) • Anyagra , személyre , szállítóeszközre való várakozás. • Begyakorlottság hiánya. • Oktatás hiánya. • Munkahely kialakítása. • Adminisztráció. • Nem hatékony termelés tervezés. • Kezelő hiánya.
Eredmények Az OEE egy egyszerű és jól átlátható segédeszköze a fejlesztésnek: • kíméletlenül rámutat a fájó pontokra (veszteségek megmutatása) • világossá válnak a prioritások (a legnagyobb halakat kapjuk el először) • megalapozott döntéshozatal a célirányos fejlesztés érdekében • a fejlesztés eredményei közvetlenül követhetők ("Az OEE emelkedik!") • minden érintett számára egyszerű és átlátható • már heteken belül nyilvánvalóvá válik az elveszett termelési kapacitás
SPC szerepe: • Termékminőség (méret és alakpontosság) • A termékeket figyelve képet kapunk a gépek/berendezések állapotáról Befolyásolja a karbantartási stratégiát! Hiszen termeléskor (a kádgörbe mindhárom szakaszában): Folyamatos igénybevétel, elhasználódási jellegű „elem-meghibásodások” (szerszámkopás, szerszámtörés) periodikusan jelentkező „karbantartási igény” (gépállítás, szerszámcsere) Az SPC-nek hatása van a 6 nagy veszteségforrásra! SPC nélkül: • Beállítási vesztességek (szerszámkopás intenzitása nehezen követhető, nehezebben tervezhető a szerszámcsere) • Csökken a termelés sebessége (elhasználódott szerszámmal lassabb megmunkálás) • Minőségi hibák, selejtek
Az SPC a gyártórendszer hatékonyságának (OEE) mindhárom tényezőjére hatással van. • Időkiesés a termelésből rendelkezésre állás • Sebességcsökkenés teljesítmény faktorra • Selejt, hiba minőségi faktorra Cél: Amíg lehetséges, a paraméterek (középérték és szórás) vándorlásának szabályozása
A szabályozás • Méret és alakhelyes munkadarab megmunkálása a cél (Nyomásálló berendezések esetén funkciójuknak, terhelésüknek köszönhetően különösen) Feladat: • Folyamatos gyártásból vett minták értékeinek feldolgozása • Gyártással szemben támasztott követelmények meghatározása tűréshatárok formájában • Megbízhatósági tartomány meghatározása (ASH, FSH) • Beavatkozási határok meghatározása (ABH, FBH) • Az adott tűréshatár alapján szabályozás célja a tűrésmezőn belül maradás, és az optimális (cél)értékre szabályozása
Az optimális (cél)értékre szabályozása a folyamatos fejlesztés igényét ébren tartja • DE! minden tűrésmezőn belüli érték megfelelő, amíg a folyamat a beavatkozási határon belül tartózkodik, ne avatkozzunk be (kevesebb termeléskiesés) Kompromisszum, optimum kell: Gazdasági / termelési szempontok (költség) Minőség
Létrehozott értékek hogyan oszlanak meg a célérték körül? • Az értékek osztályokba sorolása • Az osztályok ábrázolása gyakoriság függvényében • Az így kapott oszlopdiagramot egy „harang”-görbével fedhetjük le (Gaussi normál eloszlás) Relatív gyakoriság Értékek
FSH FBH ABH ASH Folyamat-szabályozás
Cp és Cpk Cp: • mérőszám, a tűrés és a gyártási szórás viszonyát adja meg • A folyamat centrálását nem vesszük figyelembe ahol, • FSH – felső specifikációs határ • ASH – alsó specifikációs határ • s – standard eltérés
Cpk: • A folyamatokban nemcsak a szórásnak, hanem az elhelyezkedésnek is döntő szerepe van Cpk ahol, • min – a két érték kisebbike a Cpk • FSH – felső specifikációs határ • ASH – alsó specifikációs határ • x – a középértékek középértéke • s – közepes standard eltérés
FSH ASH Folyamatokállapota Cp=1,33 Cpk=1,33 Cp=1,33 Cpk=1,0 Cp=1,33 Cpk=0,0
A TPM egyik leglényegesebb eleme mindazon alkalmazottak bevonása a folyamatos fejlesztési csoportokba, akik tervezték, építették, használják és karbantartják a gépeket.
Erre megoldás a TPM tábla, amely mindig friss és fontos információkat szolgáltat a vállalat összes dolgozójának. Felépítése rendezett, jól látható, mindenki számára egyértelmű.
Fontos, hogy a dolgozók tisztában legyenek magával a TPM fogalmával, céljaival, felépítésével, ezért ezek is kerüljenek fel a táblára!
Használjunk TPM-kártyákat a tényleges munkavégzés rendszerezésére, priorizálására, és az adatok elsődleges regisztrálására.