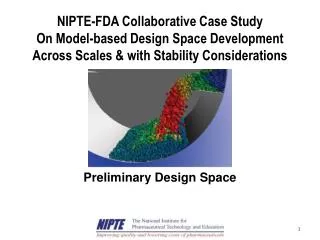
Preliminary Design Space
This collaborative case study explores model-based design space development across scales with stability considerations. It defines the target product profile to derive quality attributes, proposes risk analysis, and risk evaluation methods. Parameters for investigation are suggested, and functional relationships of critical process parameters (CPPs) with critical quality attributes (CQAs) are established to define the design space for each unit operation. The process design space results in basic processing sequences and critical process parameters’ design space definition. Tablet hardness, blending, drying, and granulation design spaces are explored with interactions between unit operations considered.

Preliminary Design Space
E N D
Presentation Transcript
NIPTE-FDA Collaborative Case Study On Model-based Design Space Development Across Scales & with Stability Considerations Preliminary Design Space
Define Target Product Profile (TPP) Derive Quality Attributes from TPP Propose Manufacturing Process RiskAnalysis (FMEA) Risk Evaluation (Risk-based Classification) Propose Parameters to Investigate (e.g., by DOE) PROCESS DESIGN SPACE QbD process
RA Results Basic Processing Sequence
Design Space Definition • For each unit op establish functional relationships of CPP and CQA of input materials with CQA of output materials • e.g. disintegration time ~ compression force and hydrophobicity • Establish interactions between unit ops • e.g. hardness ~ PSD and compression force • Establish design space boundaries by propagating backwards limits imposed on final product CQAs
Design Space Definition courtesy: Dr. Steef. Boerrighter, Purdue University
Preliminary Design Space • Considered • Degradation • NMT 0.4 mole % lactam • Hardness • NLT 3 kP • Weight variation • 90 % - 110% • % RSD NMT 6% • DS definition for 15 CPPs • Interactions were established for some CPPs • one or more slides included to describe those interactions • There were no significant interactions for few CPPs • ranges for those are shown in slide 18
Tablet Hardness ~ Intermediate CQA Compression Force Median PS Median PS Bulk density 0.46 kg/m3 • Bulk density 0.52 kg/m3
Tablet Hardness ~ Intermediate CQA • PAT application: • Real time measurement of bulk density and particle size
Tablet Hardness ~ Tabletting CPP Min Punch Gap Comp. Height Comp. Height Press speed 21120 tab/hr • Press speed 63360 tab/hr
Blending Significant increase in STS at extreme conditions 12
Tablet Hardness ~ Drying CPP EEF Comp. Force End Moisture Target = 0.5% End Moisture Target = 1% Comp. Force
L0, D0 ~ Drying CPP L0, in-process lactam D0, crystal damage X – Wet Massing Time Y – Water Content
Tablet Hardness ~ Granulation CPP Water Content Comp. Force Comp. Force WMT=0s WMT=60s
Preliminary Design Space • Granulation • Impeller speed • 500 RPM • Fr 1.20 • Critical Fr determined for 4 L Gral at 250 RPM = 0.30 • Drying • End Product Target Temperature • 25°C – 30°C • Blending • 15 – 25 RPM • 60% – 80% fill ratio • # of rotations: 42-125
Summary • Risk Assessment helps to identify CPP • Preliminary Design Space is defined by backward propagation • Some PPs identified by RA are not critical in the explored experimental domain • Preliminary Design Space is constructed for: • Wet granulation • Fluidized bed drying • Blending • Tabletting • Some interactions between unit ops were considered • Tabletting and intermediate CQA • Fluidized bed drying and tabletting • Wet granulation and tabletting