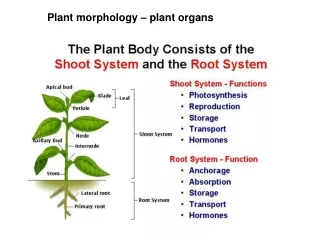
DAFNE PLANT
DAFNE PLANT. Dynamic natural gas Dew - pointing. “ DAFNE PLANT “ I dedicate this environmental friendly New Process to my daughter Dafne, Who was my inspiration Muse. We, engineers of today, Having scientific knowledge And technical ability, Must design each our installation

DAFNE PLANT
E N D
Presentation Transcript
DAFNE PLANT Dynamic natural gas Dew - pointing
“ DAFNE PLANT “ I dedicate this environmental friendly New Process to my daughter Dafne, Who was my inspiration Muse. We, engineers of today, Having scientific knowledge And technical ability, Must design each our installation To leave a world full of Purity and Beauty To future generations The Inventor Tullia Zucca
G&Z SAS di Zucca Tullia e C. D A F N E P L A N T Animation by Pascal Giordano
Report about the invention named “DAFNE PLANT” • INVENTION’S AREA: • This invention deals with the extraction of natural gas and is dedicated in general terms to the dehydration of the gas extracted. • More exactly it concerns a method to dehydrate natural gas and an innovative plant for the execution of this method. • By the way it is to note that the field of Natural Gas, which the patent belongs, is very prestigious for Italy, whatever it consists of the primary extraction of oil and gas, that is the natural resources of Italy, or the exportation of the Italian advanced technology abroad. This is indeed one of the most important sectors in the world. • The use of the “DAFNE” patent, instead of the classical dew-pointing treatments currently used, would not only be a big technological step forward into the field of natural gas wellhead treatment. It would also reduce the whole “blow-down” system. It would consequently have a very good impact on the environment and the greenhouse effect. • INVENTION’S CONTEXT: • Let’s consider the state of art of natural gas processing. It aims at leading the gas to its dew-point, that is to its best properties for its use in many applications, avoiding also the formation of hydrates. • There are many plants methodologies. Let’s have a look at them. • It’s important to demonstrate our patent’s peculiarities with respect to all the other current methods. • Those methods are : • glycol dehydrators towers • heating/cooling cycles • - molecular sieve ( different from ours), piled up in filling columns • -membrane diffusion • - Twister (supersonic accelerator)
Until now the glycol dehydrators towers have been the most used method among the classical ones. It meant big volumes. Moreover those towers are usually installed one at the others’ side, so that if one catches fire, it spreads to the whole group.Having to consider the simultaneous depressurization of many towers (sometimes even 4 to 6 together), up to 15-meters high, being more than 2-meters wide, means sending gigantic flows to fire, and consequently having huge security areas. But as a matter of facts, you can see flares that doesn’t correspond to the flows estimated from the involved volumes, or anyway very insufficient security areas, or members of staff executing usual operations in an area that should be entered only in case of emergency, and only by emergency operations trained staff, dressed in the apposite clothes…Worst situations are possible, and even frequent : civil houses near the installation, inside the security area, with thermal impact values above the ones requested by the API.It is possible to object that those houses have often been built whereas the installation was already running, and this is the true. This is absolutely incredible that the city councils have authorized civil buildings in the vicinity of potentially highly dangerous factories, and not only natural gas stations, but also risky chemical factories.This matter of fact, that we now very well as we have been working for a quarter of century in the field of natural gas, has also incited us to invent a valid alternative, not only from the process and economical point of view, but also for intrinsic and corollary reasons, that is against the associated flares.Moreover the glycol system requires a glycol regeneration unit, actually a real chemical plant must be installed within the gas treatment station.The heating/cooling cycle is expensive and it obviously requires the use of cooling fluids, including propane, still increasing the risks, especially of explosion and successive domino effect.The current molecular sieves, pilled up in big filling columns, are complex, especially for regulation, and then represent considerable volumes in case of depressurization, so that it doesn’t help to reduce the flares system.
Even if membrane system and Twister’s one are advanced and they reduce the flares system, their application are restricted to a small field (for example in Italy, only one , Rivara underground storage, of the twenty case of study is fitted for the twister system installation). Twister is the best way to obtain natural gas dewpoint , but it is fitted, as we told, in a small percentage of case. But if we install Twister with Dafne Plant down stream it, smaller size of course, we are able to dew point the full cases of natural gas reservoirs or underground storages. The invention summary The invention named “ Dafne Plant” is an innovative plant in order to have the dew point of the natural gas in according to standard specific…. (usually in Italy: - 5 °C @ 72 Bar ) The process uses a molecular sieve, of a different kind from the one currently used, which is still used statically, stacked in filling towers. The principal phases of system are: Molecular sieves adding method, directly in the natural gas abduction line, from extraction zones to emission in transport lines and final use. Another feature of this invention is that the zeolithic molecular sieve, used in a dynamic fashion, in the natural gas piping, is controlled by an innovative instrumentation, which coordinates the correlated variables, using a mathematical model of our creation. An additional feature is that the transportation cycle of the sieve is performed by movimentation with inert gas, thus lowering the risk of explosions and with special dosing valves sealed-compartmented between the natural gas and sieve stocking/regeneration areas. The regeneration phase itself is performed with the same preheated gas, thus not introducing in the gas molecules extraneous to its nature. Other important issues are that the environmental impact is globally negligible and when some alert occurs (eg. a fire in the area) the system’s depressurization consequence is a smaller peak flow rate to the flares than in dew pointing traditional systems. At last but not least, the innovative plant have a competitive realisation cost, making possible a favourable collocation in the international market
In the world scenario, where the natural gas importance is increasing, also in the optic of reducing the greenhouse effect, the development of an Italian innovation of such importance is an operation which gives prestige to our Country. GRAPHIC TABLES, FIGURES AND ANEXES AGraphic is annexed, with the layout of the installation in the typology “P&I D”, whose detailed description of the invention is described. In Figure 2, printed inside of the detailed description, is compared, for the same sizing of the depressurization flare, the thermal impact for the glycol columns, with respect to the proposed new plant , for the same treated gas. In annex 1 is illustrated how our plant minimizes also the geometric dimensions of the new “Blow-Down” system, with respect to the one with glycols. DETAILED DESCRIPTION OF THE INVENTION Once well verified with rigorous computation as specified by API, preceded by the HYSYS simulation for determining the peak capacity of emergency torch during actual situation, and to verify the entire “BLOW-DOWN” network, also to prove that the reach of the flare is in optimum conditions, we are thinking that it should be intervening each time is possible, with the substitution of the traditional technologies, like the ones with glycols, with the developed ones at reduced volumes, through which is places also our patent. Thus, a detailed technical description is realized and for reaching this, we refer to the scheme of the annexed Process, named P&I D. The raw natural gas, incoming from well-head separators and transported through 6-8 inches diameter pipes, for transporting 1 mil SM3/D, is added with a special zeolites injection, directly from the loading vessel TR-01, equipped with a dosing rotocell RT-01, with a line injector. These zeolites are not the molecular seaves used until now in the gas dew pointing towers. After consistency tests for ascertaining none particle emission, but only in a reduced quantity were individuated as usable for our objective.
The gas containing these zeolites, is flowing within the same line, modified by the introduction of the mixers MX-01, with studied geometry, for creating the vortex movement that favors the close contact between the gaseous and adsorbing solid phases. After a straight path with 100m length (short distance for the average standard of the gas lines, so surely in accordance with the areas of the usual existent treatment plants), the phases are separated in a cyclone CL-01, which makes falling the zeolithic impregnated with humidity and thus heavy), determining the continuity of the dried gas inside another special falling cyclone CL-02 (up to solid and liquid diameters of 1 micron), which uniquely serves to eliminate any particle residues missed by CL-01. The gas perfectly in accordance with the standards, will be sold, being injected into the distribution network after the gas meter. The zeolites blew down by the cyclone CL-01, are passing with an automatic movement from the gastight rotocell RT-02, into the regenerator TR-02, which is a volume where is injected pre-warmed clean gas at a temperature depending on the zeolites (according the types chosen between the ones named, but which attests around 180 C degrees). The regenerated zeolites are passing, with a movement imposed by rotocell RT-03, into the volume under TR-03, from where are pneumatically transported, in a gas current regulated by the blower CV-0, at the hopper of initial load TR-01, summarizing the efficiency characteristics for restarting the injection into the line. According to producers, will be necessary to substitute the zeolites after one year and anyhow in relation with the treated gases. Eventual small percentage of particles into the recirculation gas, are retained within the line filter F-01. The particular design of the “double volume” TR-02/TR-03, which is a regenerator and recycle vessel of the zeolites, guarantees a continuous flow of these ones caused by the gravity, while the falling speed is modulated by the capacity of the hot regeneration and the pneumatic transport gas. The whole system is controlled by the instrumentation that is the head of “moisture controller” MIC, which regulates the exhaust gas humidity that must respect the selling norms; thus is this one tends to increase, the control will increase the number of effectuated laps inside the rotocell, corresponding a growth of the zeolites quantity absorbed by the gas, increment corresponding to the hot gas capacity needed for regenerating more zeolites and of gas for enhancing the pneumatic transport; vice-versa will occur if the control system senses a humidity decrease.
This particular control system, with a model that connects all the present measurements, with particular ratios, resulting from experiments, guarantees the maximum energy saving, using only the needed zeolites and with their help minimizing the rest of the system. Ours is thus a “Duty minimum” system, recomputed automatically by the facility control, at each time instant, which is adjusting at the treating gas variations. Therefore DAFNE PLANT is a process that selfcontrolling in conformity with the necessities, avoidingany energy waste. If the investment cost is important with respect to the traditional systems (for a 200000 Stm3/day capacity of treated gas is below 700000€, with respect to a cost of about 2 million € of the traditional facility with glycol!), also the operation costs are reduced at minimum, exactly for what is required from the specifications of the raw gas. If we are considering that the traditional system is 90% used nowadays, the one with glycol is using a constant rain of this chemical product (the columns must be however wetted) and afterwards this glycol quantity must be distilled at each cycle, we are accounting for the large energy waste. Also the other systems, like the ones with fixed molecular sieve, stacked in the columns, is wasting energy, as is making functioning the entire volume (scheduled for the most critical situations, obviously), at each cycle, and afterwards has to use the maximum capacity of warmed gas for stripping the impurities, and in the end the maximum capacity for cooling the voluminous beds. The static characteristic also causes different use of the sieves, depending on the position, not moveable, within the bed, so we are founding exhausted sieves, stratified with other ones in a better stage, with efficiency penalization. Our system, being dynamic, uses in an equal manner each grain of zeolites, with gradually exhaustion and the guaranty to exploit all the acquired zeolites, until their substitution. If is considered the safety problem in emergency case , DAFNE PLANT is responding very well with respect to the traditional methods mostly used, such that in case of depressuring operations it confers to the flares small peak flow rates with respect to the traditional systems. This means minimum thermal impact from the flares, their reduction, but also of the entire Blow-Down network system. In Fig. 2 a case of under pressuring of the glycol columns is reported, with a capacity at the safety flare of 134000 kg/h and a system at constant volume, as ours, with peak capacity at flare of 33500kg/h. Also the sizing of the “Blow-down” lines offers an important difference with quadruple crossing areas necessary for the glycol case.
This means enormous peak flow rates of depressured gas, with high speed gas and subject to vibrations, without forgetting that in case of low pressure, would be drawn, besides gas, also oil liquids and the same glycols, with the necessity to install upstream the flare large liquid separators with hydraulic guard An example of various thermal impacts of the flares of the traditional facility on the glycols, with respect to a new technology (where this patent inserts, which with a good engineering management should enlarge this difference), in Fig. 2 is shown for a fast evaluation. Figure 2. Examples of FLARES output. Thermal impact at different distances for different flow rates and same flare height imposing a maximum thermal radiation (6.7 kW/m2) at a given distance (50 m) from the flare base. Regarding the explosion safety, we have a system where not only the danger increasing due to the large present gas volumes is avoided, but also the small added volumes are negligible, so the effect is the reduction of the explosion risk. The particular gastight rotocell are avoiding the inlet of the gas from the line (upstream, the addition of zeolites is at a higher pressure than the gas one, while
downstream, possible small drawings, are quickly drawn by the action of the stripping gas, moreover becomes beneficent as is used by the combustor, where the impurities are being burned, directly if there are in a small quantity, while if it will be oils in sufficient manner, these will be recuperated, like in any other process. The economic comparison, as presented, is more favorable to our patent, since installing “DAFNE PLANT” requires an investment of one third with respect to the traditional system of glycol. If the operating expenses are regarded, the economic comparison is again favorable to us. STATEMENTS Our Process thus is unique in its flow diagram, besides the mechanical solutions having original design. Also the instrumental control logic, based on the mathematical models by us elaborated, is original. The choice of the particular zeolites finds for the first time application in dynamic regime, with the aforesaid methodologies, of in line activation. Thus we claim this multiplicity of aspects.
Actual case design by NOL-TEC • DAFNE PLANT ProprietaryProcessisfitted to be made in several ways, butwethink a veryinterestingengineeringrealizationis the following, developed by a joint venture with NOL-TECEUROPE Company for our Client.