Download
1 / 34
360 likes | 556 Vues
Energy Efficiency in Wastewater Treatment Facilities. Neal R. Forester P.E. LEED AP. My Background. 7 Years Testing, Adjusting and Balancing and Commissioning of HVAC Systems 13 Years Consulting Engineering HVAC Odor Control Fire Protection Wastewater Process Design.

E N D
Energy Efficiency in Wastewater Treatment Facilities Neal R. Forester P.E. LEED AP
My Background • 7 Years Testing, Adjusting and Balancing and Commissioning of HVAC Systems • 13 Years Consulting Engineering • HVAC • Odor Control • Fire Protection • Wastewater Process Design
Wastewater Treatment Facilities • Two different worlds • Non-Process Facilities • The basic commercial type facilities, offices, warehouses, shops etc. • The “standard” practices apply • Process Facilities • Designed solely to serve the process • Governed by a different set of codes and standards • Additional influences such as worker exposure, environmental regulations and severe operational conditions
The Non-Process Facilities • The “standard” practices apply • Access is readily available to the trades and services for a successful project: • Contractors • TAB • Cx Agents • Cooperative authorities • Processes such as LEED are understood • Engaged Clients
The Process Facilities • The “standard” practices may not apply • May require specialized contractors to execute • Authorities can be outside their comfort zone • LEED can be nearly impossible • All resources given to the process • Client pressure to make things stupidly simple • Cx is generally limited to the process • Severe service conditions
A Contradictory Result • The LEED plaque or equivalent gained for the non-process facilities is reduced to nothing more than some sort of a badge of honor hung at the front gate in a attempt to put a rubber stamp of “Green” on the site as a whole. • A single process decision in a single process facility can eclipse the entirety of the energy savings achieved in all of the non-process buildings combined.
What To Do? • Identify the real requirements • Challenge the status quo • Check all assumptions • Use the resources at hand • Anticipate the unexpected
Finding Opportunities • The normal incentives for owner to choose greater efficiency are not as available: • Peak electrical demand reduction: HVAC related electrical demand is usually not coincident with peak process demand and is much smaller. • Tax Credits: Many energy efficiency programs operate in a tax credit structure not available to the wastewater operation. • Many times the incentives that are utilized focus on the process due to the relative magnitude of energy consumption.
Finding Opportunities The supporting services such as HVAC are typically overlooked and can be places where significant energy efficiency gains can be realized. Let’s look at a few examples.
Example #1 • The Energy Code Myth Intent Applicability Requirements Building Envelope A.H.J. Scope
Energy Code Myth • The perception is that the application of the minimum prescriptive requirements always saves energy. • The AHJ may have little incentive to allow deviations to the code. • Enforcement can actually increase energy consumption when the design conditions fall outside of the normal conditions assumed during the development of the codes.
Energy Code Myth • A wastewater process electrical room with high heat gains in mild climate (Pacific Northwest). • Space temperature setpoint set at 85°F to increase the amount of time that outside air economizer can operate and reduce mechanical cooling. • Architectural analysis indicated that envelope insulation was required to meet energy code. • An in-depth analysis of this situation indicates an increase in the energy budget due to increased mechanical cooling.
Energy Code Myth • The energy savings associated with the elimination of the envelope insulation was difficult to realize. • The code enforcement entities were reluctant to allow the exemption. • Doing the “right thing” cost a lot of design budget rarely available for this type of facility. • Can get questioned at each stage of the process. The Cx agent questioned the contractor about the envelope construction.
Example #2 • A Large Thermal Source
A Large Thermal Source • Low quality thermal sources are usually disregarded as “uneconomical”. • With the high ventilation rates required at wastewater facilities in extreme climactic conditions the “low” quality sources can provide significant benefit. • Wastewater treatment has a large amount of water that can be used as a heat sink or source or both. • Wastewater temperatures usually both less than outside air during cooling and greater than outside air during heating.
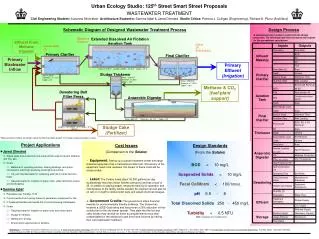
A Large Thermal Source • In a facility in Minnesota the outside air design temperatures range from -25 to 88°F. • A spray water system continuously pumped secondary clarifier effluent for cleaning processes. • Effluent temperatures ranged from 55 to 70°F. • A headworks facility required continuous ventilation with 100% outside air at 12 air changes per hour for electrical classification and worker exposure control. • Heating to be provided to maintain space temperature at 50°F.
A Large Thermal Source • A “low temperature” glycol loop was installed to exchange heat between the secondary effluent and the makeup air. • At the extreme low temperature the loop provided outside air preheat from -25 to 25°F. • The peak process demand occurs during the winter. Therefore the peak electrical room cooling occurs during the winter. The same loop that provides makeup air preheat simultaneously provides electrical room cooling. The electrical room heat is captured and is available for makeup air heating.
Example #3 • A Simple Move
A Simple Move • Large electrical transformers are usually placed outside for many reasons: • Safety • Required Cooling • Building Footprint • The electrical demand and associated heat rejection associated with transformers may not be coincident with the peak cooling.
A Simple Move • Generally the large substation transformers located outside to avoid having to provide cooling. Heat is simply rejected to the outside air. • The transformer heat rejection is a function of the electrical load. • In non-process facilities the peak electrical load is generally produced during the yearly peak cooling period due to the dominance of HVAC cooling demand. • In process facilities the peak may occur at another time. Wastewater peak demand may be during winter.
A Simple Move • In the same Minnesota facility with the electrical room cooled by the low temperature glycol loop, the peak electrical room heat rejection and therefore the peak transformer heat rejection occurs during the winter. • Moving the transformers into the electrical room allows the energy normally lost to the outside to be captured from the electrical room and made available for makeup air preheating. • Due to the size of the process demands the resulting heating capture was approximately 70 kW (239,000 BTU/hr).
Example 2 + Example 3 • The implementation of the low temperature loop for makeup preheat and electrical room cooling coupled with the move of the transformers inside the building resulted in significant energy savings. • Approximately $75,000/yr (2008) in avoided natural gas costs.
Example #4 • Avoiding the Cooling Tower ? =
Avoiding a Cooling Tower • A treatment plant in desert Southwest needs cooling for electrical rooms and process spaces. • A new central chiller plant is being provided to supply the cooling need. • Makeup water quality for cooling towers is an issue. Potable water available has a hardness greater than what most cooling towers blow down. Creates a serious scaling issue. • Owner was concerned about worker exposure to water treatment chemicals. • There was no thermal limit on the wastewater effluent.
Avoiding A Cooling Tower • Water was available from the chlorine contact basins but had high levels of residual active chlorine. This required the use of titanium tubes in the condenser. • The peak effluent water temperature occurred 30 days after the peak outside air temperature. During peak cooling the condenser water temperature was less than that available from a cooling tower. • Fall conditions were difficult for chiller operation due to high condenser water temperatures coincident with low cooling loads. Supply water temperature had to be reset upwards to reduce thermal lift that caused compressor surging.
Avoiding A Cooling Tower • The unexpected heat exchanger • VFD cooling auxiliary heat exchanger connected to the condenser water and constructed of conventional materials. • Not shown on any submittal materials. • Had to be reconnected to chilled water and controls added.
Avoiding A Cooling Tower • The unexpected “stuff”. • Plastic debris that passes through the treatment process. • Mostly fruit labels. • Results in plugging of the chiller inlet strainer. • Additional strainers added to system to facilitate cleaning.
Commissioning • What Have You Done For Me Lately? Cx? Why?
A Commissioning Culture • With the historical treatment of HVAC and related systems within wastewater, the industry had relied upon the contractors to deliver systems with acceptable performance. • Given the simplicity of the systems, little to no prescribed checkout, testing, or commissioning would have been required. • Today the over-reliance on third party commissioning entities has incrementally changed the nature of the trades and contractors.
A Commissioning Culture • The mentality has slowly shifted from one of “pride in workmanship” to one of “we can fix it if we get caught”. • Under the right circumstances the Cx Agent can obstruct the process by being nothing more than just another box to check. • Now even with simple HVAC systems, the contractors cannot be relied upon to deliver a functional system. • The more complex systems necessary to achieve greater levels of energy efficiency simply don’t work under this new paradigm.
A Commissioning Culture • The result has been a shift away from the traditional treatment of HVAC designs for non-process facilities. • Owners are now requesting that the HVAC controls be integrated into the industrial process controls to eliminate the HVAC controls contractor and shift the Cx process to the more formalized and rigorous method utilized by the process engineer and controls integrator.