Download
1 / 44
440 likes | 460 Vues
Explore the impact of stickies on recycling operations, study the breakage of adhesive particles in high shear conditions, and analyze the variables affecting stickies particles in paper recycling.

E N D
The Breakage of Pressure Sensitive Adhesive Contaminants in Paper Recycling Operations Brad Lucas Advisors: Dr. R. A. Venditti and Dr. H. Jameel North Carolina State University 2000 TAPPI Pulping Conference
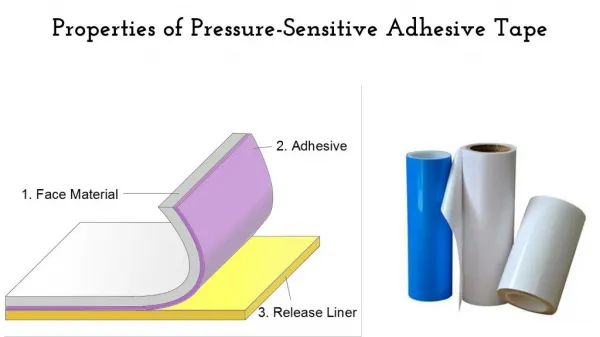
Stickies Impact • Stickies are the greatest challenge in recycling operations • Stamps, labels, envelopes, etc. are the source of adhesive material in wastepaper • Repulping the wastepaper breaks down the adhesive material into stickies • One adhesive label can generate about 4000 stickies particles
Outline • Background • Objective • Results • Conclusions • Future Work
Background • Screening, in general, is considered to be the most effective way to remove adhesive contaminants • Various researchers have found removal efficiencies of adhesivecontaminants ranging from -14 to 83% using pressure screens
Previous Pilot Plant Stickies Screening Research at NCSU • Overall stickies removal efficiencies ranged from 39 to 72% depending on the reject rate • Negative removalefficiencies occurred for small particles in the pressure screen due to breakage of large particles • Heise et. al. found that the probability of disintegration of large particles increased with consistency Lucas, B. E., Venditti, R. A., and Jameel, H., Analysis of Stickies Removal Using Pilot Plant and Laboratory Screening Devices, in press Tappi Journal, 2000.
Shear Stress in a Pressure Screen • Pressure screens are second only to the fan pump in shear stress for the wet end of the paper machine • High shear forces can occur due to movement of the foil across the pulp mat formed on the face of the screen plate • Shear forces also occur when material is passing through the slots
Objective of the Study: • To determine the effect of shear conditions on the breakage of adhesive particles • Approach: Study the breakage of adhesive particles in a well-controlled high shear pulp mixer
Experimental Procedure Copy Paper with Adhesive Labels (1% by wt.) Samples Pilot Plant Pulper Quantum Handsheets 10% K, 45 C, 20 min High Shear Mixer Dyeing/ IA 80 OD lbs. 3 liters
High Shear Mixer Experiments • Full Factorial Design Experiment with a Center Point was conducted
Dyeing of Handsheets for Stickies Contrast Enhancement handsheet Morplas Blue - Heptane Dye Solution
Increased Contrast of Stickies after Dyeing and Rinsing Undyed Dyed
Question: • Was our method sensitive to changes in the stickies particles due to the independent variables studied? • Approach: Compare the number of particles in 1 m2 (and average particle size) for the samples treated under different shear conditions.
Handsheets from Different Shear Conditions Untreated Low Conditions High Conditions
Stickies Size DistributionUntreated and Treated (Low Conditions)
Stickies Size DistributionUntreated and Treated (High Conditions)
Question: • Which variables were most significant for breakage of adhesive particles in the high shear mixer? • Approach: statistical analysis and modeling of the four independent variables.
Statistical Analysis and Modeling • Independent Variables • Consistency, Time, Temperature, Rotor Speed • All interactions • Dependent Variables • PPM, Number of Particles in 1 m2, andAverage Particle Size • Pareto Analysis • Modeling Procedures • GLM, Maximum R, Backward
Statistical Model to Predict Number of Particles in 1 m2 • Number of Particles in 1 m2 = 3218 + 8.636*Consistency - 17.80*Time + 15.89*Temperature + 2.694*Consistency*Time + 0.3235*Time*Temperature • R2 = 0.86
Statistical Model to Predict Average Particle Size • Average Particle Size, mm2 = 1.012 - 0.03197*Consistency - 0.0007241*Time - 0.004725*Temperature • R2 = 0.61
Question: • What is the relationship between breakage and each of the significant variables? • Approach: Vary each of the significant variables while keeping the other variables constant.
Consistency Experiment • Consistency: 1, 3, 4.5, 6, 9, 10.5, 12, 14% • Time: 165 seconds • Initial Temperature: 35oC • Rotor Speed: 1500 rpm
Shear Stress for Pulp Suspensions • Newtonian fluid t = m(du/dy) • Bingham fluid t = ty + m(du/dy) ty = aCb, b > 2 m = dCe, e > 2
Consistency Conclusions • As the consistency increases, the number of particles in 1 m2 increases (average particle size decreases) • Breakage of adhesive particles is significant at consistencies greater than 6% • At consistencies greater than 6%, breakage increases with consistency
Temperature Experiment • Initial Temperature: 25, 35, 55, and 75oC • Consistency: 7.5% • Time: 165 seconds • Rotor Speed: 1500 rpm
Temperature Conclusions • As the initial temperature increases, the number of particles in 1 m2 increases (average particle size decreases) • As the initial temperature increases, the particle size distribution is shifted toward smaller particles
Time Experiment • Time: 0, 30, 60, 90, 120, 150, 180, 360 sec • Consistency: 10% • Initial Temperature: 35oC • Rotor Speed: 1500 rpm
Overall Conclusions • Consistency, time, and initial temperature significantly affect breakage of stickies • Rotor speed was not found to be significant • At consistencies greater than 6%, breakage increases with consistency
Implications of Results • In a recycling operation, processes that have high shear, consistency and temperature will break adhesive particles • Such conditions should be avoided before adhesive particles are removed • Reductions in the consistency of the fiber mat on the screen basket are expected to reduce breakage and increase screening efficiency
Future Work • Evaluate benign and non-benign adhesives in the high shear mixer • Calculate and compare the forces in the pressure screen and in the high shear mixer • Determine the effect of particle size on breakage of adhesive particles
Acknowledgements • Ecosynthetix • SCA Corporation • Apogee Systems • Boise Cascade