V ACUUM CAP FURNACE
670 likes | 1.17k Vues
V ACUUM CAP FURNACE. VACUUM CAP FURNACES PROCESSING METALS UNDER VACUUM IN LIQUID STATE. P.D.Chaubal Inductotherm (India) Pvt. Ltd. WHAT IS V ACUUM?. ATMOSPHERIC PRESSURE 1000 MBAR TOP OF MOUNT EVEREST 650 MBAR 50 MILES UP 10 -3 MBAR (0.001mbar)

V ACUUM CAP FURNACE
E N D
Presentation Transcript
VACUUM CAP FURNACE VACUUM CAP FURNACES PROCESSING METALS UNDER VACUUM IN LIQUID STATE P.D.Chaubal Inductotherm (India) Pvt. Ltd.
WHAT IS VACUUM? • ATMOSPHERIC PRESSURE 1000 MBAR • TOP OF MOUNT EVEREST 650 MBAR • 50 MILES UP 10-3 MBAR (0.001mbar) • 100 MILES UP 10-6 MBAR • 300 MILES UP 10-8 MBAR • 500 MILES UP 10-10 MBAR • Exposing liquid metal to a vacuum in the ranges of 10-1 -10-3 mbar (one millionth of an atmosphere) will create a significant removal of dissolved gasses and prevent pick up from atmosphere. The key benefit of vacuum melting. • Thankfully we don’t have to go 50miles up!! These pressure levels are easily achieved with industrial vacuum pumping systems.
WHY BOTHER WITH VACUUM? • THE SIMPLISTIC VIEW • Atmospheric air contains Nitrogen, Oxygen and Water Vapour (a source of Hydrogen) • Unfortunately all these elements usually have an undesirable effect on metals during melting and casting • Oxygen and Nitrogen react with metallic elements in the molten metal to differing degrees and give rise to inclusions in our castings • Hydrogen can have a very negative effect on the mechanical properties of castings – embrittlement • Trapped gases cause porosity • Exposing liquid metal to a vacuum can remove dissolved gases in the molten state to lessen the effects mentioned above
VIM & VACUUM CAP VAC CAP VACUUM INDUCTION DEGASSING VIM VACUUM INDUCTION MELTING
VIM & VACUUM CAPVIM PROCESS DEFINITION • Melting , refining and pouring in a high vacuum environment (<20 microns 0.02 mbar), using induction melting. • Pouring into static ingot molds in vacuum or a controlled “backfill” of inert gas. • COMPLETE CYCLE UNDER VACUUM • Ingots produced may be used for direct forging, as electrodes for remelting or as master alloys for investment casting / precision casting. • Melt and mix of selected raw materials / scrap in batch sizes of less than 2kg to 30 Tonnes.
VIM & VACUUM CAPVIM PROCESS DEFINITION Remove oxygen to low levels by vacuum carbon de-oxidation. Reduce levels of low vapor pressure contaminants like lead, bismuth, tin, antimony. Reduce levels of dissolved gases like hydrogen and (limited) nitrogen. Reduce sulphur level (limited). Usually a slag free operation. Suitable for melting and casting metals with high reactive alloy contents e.g Nickel based super alloys containing Ti Ideally suited to high quality, clean alloy production
VIM & VACUUM CAPVACUUM CAP DEFINITIONS • Melting normally in air from solid or liquid charge (could be vacuum or controlled atmosphere if required) • Refining in a moderate vacuum environment 1000 – 100 microns (1-0.1mbar), using induction melting • Pouring in air (or controlled atmosphere if required as an option) • Reaches a product range between traditional Air melt and VIM
VACUUM CAP DEFENITIONS • Vacuum degassing (hydrogen and nitrogen removal) not as deep degassing as VIM procedure • Reduction of low vapour pressure tramp elements e.g.Pb, Cd, Bi, Zn • Deoxidation using combination of vacuum and C-O reaction • Decarburisation - Intensified C-O reaction at low pressure enabling excellent decarburization for extra low carbon levels. • Desulphurisation – use of reducing slags and / or powder injection in air or controlled atmosphere • Melt and mix of selected raw materials / scrap in batch sizes of typically 80kg to 20T • Several benefits of VIM are retained in VCAP plus added flexibility for desulphurisation etc
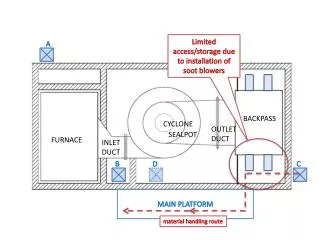
Port for small charger , sampling, ITC Sight glasses Viewing or pyro Water cooled vacuum lid (cap) Apron section with vacuum sealing flange 80kg - 20T Steel shell fce adapted for vacuumConnected to vacuum pumping system
VACUUM CAP • Applications and Materials • The VCAP furnaces are available to suit a wide variety of melting application in sizes ranging from 80kg – 20Tonnes (other sizes available on request). Typical applications might include: • Low and high carbon steels • Tool and Die Steels • Stainless Steels • Nickel based alloys • Cobalt based alloys • Non Ferrous alloys
VACUUM CAP Induction furnace with shell prepared and sealed for vacuum operation Melt down Lid off in air
VACUUM CAP Degas under vacuum lid on
VACUUM CAP Pour - lid off
VACUUM CAP Inductotherm Dual Voltage VIP power supply for optimum air and vacuum melting efficiency In Air its just as efficient as a normal airmelt system Lower voltage (vacuum) and frequency at holding power for improved stirring and degassing
VACUUM CAP METALLURGICAL Anticipated gas levels in Alloys … A Rough Guide! Actual values cannot be guaranteed as they are very much dependant on the raw materials, scrap mixes used and individual melting practice. Gas levels can also be improved with additional time for holding the liquid metal in the molten state under vacuum.
VACUUM CAP METALLURGICAL Deoxidation The application of negative pressure above the melt bath allows the C-O boil to continue to much greater extent than is possible at atmospheric pressure. Both Oxygen and Carbon levels are simultaneous reduced to lower levels. This effect is time related –> longer time = lower gas levels. Deoxidation can also be enhanced by using Argon purging with porous plug.
VACUUM CAP METALLURGICAL Hydrogen and Nitrogen removal Hydrogen removal is the most rapid of degassing effects and can be reduced to very low levels 1-2ppm Nitrogen removal is slower due to the thermodynamics and is very much influenced by alloy type, vacuum level and time for holding in vacuum state.
VACUUM CAP METALLURGICAL Decarburisation The level of decarburisation is also dependant on a number of factors including alloy type, oxygen level within melt and treatment time. Decarburizations of 0.05 to 0.1% C can be considered in a Vac Cap furnace. This is achieved by the intense C-O reaction at reduced pressure. This effect can also be enhanced by adding small quantities of metallic oxide to the base charge or using dilute oxygen / inert gas mixtures with a porous plug in the base of the furnace. Caution must be taken when using oxygen containing gases in any induction furnace.
VACUUM CAP METALLURGICAL • Technical Benefits of Degassing • Generally significant improvement of mechanical properties, such as yield strength, ductility impact strength, fatigue and stress rupture elevated temperature properties. • Improvement of technological characteristics, like hot workability, weldability and machinability. • Better microcleanliness due to strong carbon deoxidation and smaller residual inclusions. • Significantly reduced scatter in product properties and characteristics, less rejections. • More exact chemistry control in general
VACUUM CAP METALLURGICAL • Foundry Benefits • What does it mean to the foundry….? • Opportunity to process a wider range of alloys (including alloys with small reactive element contents e.g. Ti up to 0.6%) – NEW MARKETS NEW OPPORTUNITIES, HIGHER ADDED VALUE • Can use lower cost scrap for expensive alloys COST • Ability to recycle large quantities scrap materials (70-100%) not possible in air melting (runners and risers) and use lower cost raw materials. COST • Fewer blow holes and rejects of castings due to gas related defects YIELD • Can use lower / quality cost (recycled) sand in the face coat of moulds COST • There is reduced loss of alloying elements COST • Less deoxidation additions required CaSi, CaMnSi, Al, etc COST • Better fluidity of melt, less casting misruns, better casting surfaces YIELD
VACUUM CAP • Of course investing in new Vacuum Technology is more expensive than conventional airmelt • Questions to consider • Are some of your customers already looking for improved quality? • Can improved quality and new alloy types open new doors? • Is it time to invest for the future?
VACUUM CAP Pour - lid off