VII- Flow Manufacturing Systems نظام التصنيع المتدفق
610 likes | 831 Vues
IE 469 Manufacturing Systems 4 69 صنع نظم التصنيع. VII- Flow Manufacturing Systems نظام التصنيع المتدفق. 2- Flow System Performance Analysis تحليل أداء خطوط النظام المتدفق. 1a- Introduction مقدمة. The manners of performance analysis أنماط تحليل الأداء.

VII- Flow Manufacturing Systems نظام التصنيع المتدفق
E N D
Presentation Transcript
IE 469 Manufacturing Systems 469 صنع نظم التصنيع VII- Flow Manufacturing Systemsنظام التصنيع المتدفق 2- Flow System Performance Analysis تحليل أداء خطوط النظام المتدفق
1a- Introduction مقدمة The manners of performance analysis أنماط تحليل الأداء 1- A manner related to production technologyنمط يتعلق بتقنية الإنتاج This is concerned with the design of production line and include: • Manufacturing process & equipment اسلوب التصنيع ومعداتها • Manufacturing material مواد التصنيع There are many problems related to this concern such as: وهناك العديد من المسائل لهذا النمط وعلى سبيل المثال التالي: • Manufacturability قابلية للتصنيع - Machinability قابلية التشغيل – Assemble-ability قابلية التجميع • Manufacturing economics اقتصاديات التصنيع • Tooling and Fixture design تصميم الأدوات والمثبتات • Time study and process design دراسة الوقت وتصميم الأساليب • Operation and process automation أتمتة العمليات واساليبها • Equipment high production rate تقنيات المعدات ومعدلات انتاجها • material handling design تصميم طرق المناولة وتقنياتها
1b- Introduction مقدمة The manners of performance analysis أنماط تحليل الأداء 2- A manner related to line capability نمط يتعلق بمقدرة الخط This is concerned with the design of production line and include: • Line design تصميم الخط • Line operation تشغيل الخط There are many problems related to this concern such as: وهناك العديد من المسائل لهذا النمط وعلى سبيل المثال التالي: • line balancing اتزان الخط • Material flow تدفق المواد • Resource requirement (No, of Machines,…) متطلبات المصادر • Layout design تصميم المخططات • Line reliability موثوقية الخط • Buffer design (no. and capacity) تصميم التخزين المؤقت • Loading, scheduling, and sequencing of machines تحميل وجدولة والتسلسل لمعدات الخط
Ideal Cycle TimeTC= TO + TH [1] where; TC = Cycle Time TO = Longest Operation Time TH = Transfer Time TO TH t • Machine Cycle TimeTC= TO + TH + Ti [2] where; Ti= Idle Time TC TO TH Ti TO TH Ti Td t t TC TC TP 2a- General Terminology تعاريف عامة • Actual Production TimeTP= TC + Td [3] where; Td= Average Down Time This time occurs due to reasons such as: يحدث هذا الزمن نتيجة العديد من الأسباب مثل التالي: Tool failure إخفاق الأداة المستخدمة --- Tool Adjustment تعديل الأداة أو تغيرها---Scheduled tool changeتغير خطة الجدولة --- Part jam جزء مقيد --- Feed mechanisms failure إخفاق آلية تغذية --- Maintenance work أعمال صيانة ---Malfunction of a electrical or mechanical component قصور مكون كهربي أو ميكانيكي
2b- General Terminology تعاريف عامة • Production rate • Ideal Production Rate RC= 1/TC[4] • Actual Production Rate RP= 1/TP[5] • Average Down Time TD = F x Td[6] • F = Downtime Frequency, Line stops/cycle. • Td =Down Time/line stop,min. • Line Efficiency E = TC / TP= TC / (TC + TD) [7] • Line Deficiency D = TD / TP= TC / (TC + TD) [8] • Cost of piece Cpc= Cm + Clx TP + Ct[9] Cm = Material cost Cl = Operation cost Ct = Tooling and nonproductive cost
Break-Down Occurrence Work-piece removal from station Not Removed Removed Lower bound Upper bound It estimates the upper limit on the frequency of line stops per cycle. i.e. ; Feed mechanism failure, Tool changing, Modification of Fixture It estimates the lower limit on the expected number of line stops per cycle. i.e. ; Part damage failure, Tool breakdown, …etc. 3a- Transfer Line Performance تحليل أداء خط الانتقال للتصنيع
3b- Transfer Line Performance تحليل أداء خط الانتقال للتصنيع • The performance Analysis with upper bound • The downtime frequency of line stops per cycle, F: • The production Rate, RP:
3c- Transfer Line Performance تحليل أداء خط الانتقال للتصنيع • The performance Analysis with lower bound • The downtime frequency of line stops per cycle, F: Probability that the part will pass through from station1 to station n • The production Rate, RP:
3d- Example (1) Transfer Line Performance 12 station transfer line performs the machining operations according the data given in the table below. For a period of which 3000 parts are produced, the average repair time is 7.0 minutes. Using upper bound and lower bound approaches, determine the following:- a. Average production rate. b. Line efficiency. c. How many hours were required to produce the 3000 parts?
Solution Cycle Time (TC) =1.3+0.1=1.4 min. Since the line downtime occurrence is given for period of producing 3000 parts, then The downtime frequency of failure of station (pi) = Downtime occurrence/Number of Parts 3e- Example (1) Transfer Line Performance Solution 1A (Upper bound) Total frequency of failure • Production Time(TP)= TC + F x TD =1.4 + 0.09933x7 =2.09533 min. • Production Rate (RP ) = 1/ TP =1/2.09533 = 0.4773 part/min. • Efficiency (E0) = TC / TP = 1.4/2.09533 = 0.6682 • Total Production Time=NP x TP =3000x2.009533/60 = 104.767 hr.
Solution 1A (Lower bound) , Total downtime frequency of failure/line stop 3f- Example (1) Transfer Line Performance • Production Time (TP) = TC + F x TD =1.4 + 0.0951x7 =2.066 min. • Production Rate (RP ) = (1-F)/ TP =1/2.066 = 0.438 part/min. • Efficiency (E0) = TC * RP = 1.4/2.2831 = 0.6142 • Total Production Time = NP x TP = 3000x2.2831/60 = 114.16 hr.
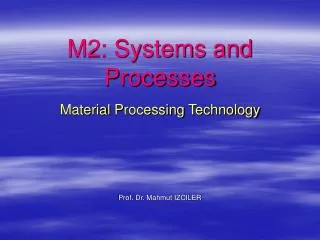
E 1.0 0.8 0.6 • Relationship between line efficiency( E) and number of work-stations (n) for various work-station break-down rate 0.4 0.2 n 20 30 40 50 10 3g- Transfer Line Performance تحليل أداء خط الانتقال للتصنيع From figure the efficiency reduces as number of station increases and/ or probability of failure increases يتضح من الشكل أن خط الانتقال تقل كفاءته بزيادة عدد المحطات وزيادة معدلات اعطاله وذلك نظرا لاعتماد المحطات على بعضها , حيث يؤثر فشل إحدى المحطات على توقف الخط عن العمل.
4a- Transfer Line Break-down concept التعطل في خط الانتقال • Reasons of line failure during operation ويتعطل الخط ا عن العمل خلال فترة التشغيل للأسباب التالية:- • Machine failure فشل المعدة في أحد أو مجموعة من محطات العمل • transfer mechanism failure فشل آلية الانتقال بين المحطات • Control devices failure فشل أنظمة التحكم في المحطة • B) The causes of failure of a station (i)تسبب حالة فشل محطة في التالي: • Starving حالة التعطش Stations (i+1) to nstop because no part is arrivedas station(i) fails • Blocking حالة الانسداد Stations(1)to(i-1)stops because no part can be passed as station(i)fails
4b- Transfer Line Break-down concept التعطل في خط الانتقال C) Line efficiency: The line efficiency depends on the time to failure and time of repair (i.e. Failure and repair Rates). Hence the efficiency can be defined as follow: تعتمد كفاءة الخط على زمن التشغيل للفشل وزمن الإصلاح (معدلات الاعطال والاصلاح) , وعليه تعرف كالتالي:
4c- Transfer Line Break-down concept التعطل في خط الانتقال D) Method of improving efficiencyيتم دراسة كيفية تحسين الكفاءة التالي:- • Study Failure and repair Rates to reduce stopping time دراسة معدلات الاعطال والاصلاح للمعدات لتقليل زمن العطل • Design the line to operate efficiently such as design of Buffer storage (Number and Size) تصميم الخط وطرق استقلال تشغيل وتعطل المحطات بتصميم عدد وحجم المخازن المؤقتة بينها • E) Machine /equipment condition:هناك حالتين للمعدة أو الماكينة هما:- • Operation State حالة التشغيل It is the Up time or Working condition and it is considered as (1). It represents the production of machine state • Failure State حالة الفشل It is Down time or Stopping =condition and it is considered as (0). It represents the break-down state.
5a- Unreliable Machine Analysis تحليل المعدة تتعطل • Analyze Repair and Failureby finding the probability distribution of each during operation time and downtime • Use of Probabilistic dynamic system analysis (Stochastic Process) and use of (Markov chain/process)to develop the state equations (difference equations or differential equations) based that future behavior id dependent on the present without considering the past state. See system description In modelling sec (4b) • يتم تحليل احتمالات العطل والاصلاح بإيجاد التوزيع الاحتمالي أتناء فترات لأزمنة التشغيل أو التوقف • تستخدم نظام الاحتمالات الديناميكية (العملية العشوائية)ومن ثم تستخدم سلسة ماركوف لإيجاد معادلات الحالة بمعادلات الفرق والمعادلات التفاضلية حيث يعتمد السلوك المستقبلى على الحاضر فقط دون اعتبار الماضي أنظر وصف النظام في موضوع النمذجة فقرة (4ب)
Probability of being in state at time t احتمال كون الحالة عند زمن t 5b- Unreliable Machine Analysis تحليل معدة تتعطل Assume the following probabilities وبفرض الاحتمالات التالية: Probability of the state equal to observed i at time t احتمال كون الحالة تساوي قيمة ملاحظة عند زمن t Transition Probability (Conditional probability) of state (i) at time (t+1) given probability of state (j) at time t الاحتمال الانتقالى لحالة (i) عند زمن (t+1) معطى احتال الحالة (j) عند زمن t
p P(t) t+1 1 2 t 0 1 1- r 1- p r 5c- Unreliable Machine Analysis تحليل معدة تتعطل A) Geometrical Distribution Where: P =Theprobability that a failure occurs during an operation (while the machine is up)احتمال حدوث الفشل أثناء عمل المعدة r =The probability that a repair is done during a time unit (while the machine is down) احتمال اتمام الاصلاح أثناء توقف المعد In time (t) or (t+1), one of the two state stop (0) OR operation (1) can be stated Then the set of difference equations with constant coefficients are:-
At steady state operation for long time the solution will be: 5d- Unreliable Machine Analysis تحليل معدة تتعطل & & Solve for X and a0 ,a1 and the solution will be: & = E (efficiency)
r =The probability that a failure occurs during an interval (while the machine is up) احتمال حدوث الفشل أثناء عمل المعدة =The probability that a repair is done during a time unit (while the machine is down) احتمال اتمام الاصلاح أثناء توقف المعد p =The probability that an operation is completed during an interval of (while the machine is up) احتمال حدوث الفشل أثناء عمل المعدة 0 1 5e- Unreliable Machine Analysis تحليل معدة تتعطل B) Exponential Distribution In time (t) or (dt), the state either stop (0) or operation (1) Then the set of difference equations are:
At steady state operation for long time the solution will be: 5f- Unreliable Machine Analysis تحليل معدة تتعطل & The solution will be: & = E (efficiency) The average production rate is:-
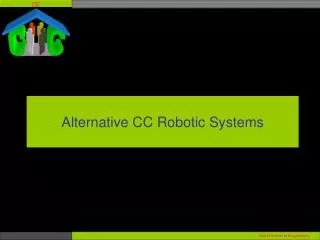
Up Down Operating cycle t زمن دورة تشغيل Operating period Tفترة تشغيل المعدة Simplified Explanation Of The Analysis, Assume the that the machine operate for a time period of(T) and during this period several operating cycle(t)occurs. Each cycle has operating and stopping condition as given in the figure: ولتبسيط التحليل , أفرض أن المعدة تعمل خلال دورة تشغيل لفنرة زمنية(T)واثناء هذه الفترة حدثت عدة دورات تشغيلية بزمن(t)؛ كل دورة لها حالتي تشغيل كما مبين في الشكل: 5g- Unreliable Machine Analysis تحليل معدة تتعطل Considering one cycle, the up time (u) and downtime (d) are as shown in the figure ولدورة واحدة زمن التشغيل (u) وزمن العطل (d) كما مبين في الشكل Uptime u زمن تشغيل Downtime dزمن العطل
Operating cycle t زمن دورة تشغيلية Up Downtime d زمن العطل Uptime uزمن تشغيل Down 5h- Unreliable Machine Analysis تحليل معدة تتعطل A) Determination of number of pieces of number of operation cycle a) In case of no failure في حالة عدم تعطل المعدة أثناء زمن تشغيل المعدة Number of parts produced during time (t) N = t/TC ; TC = Cycle Time زمن دورة عمل المعدة النموذجية This represents the Number of operational cycles of the machine تمثل عدد دورات التشغيل للمعدة b) In case of failure في حالة تعطل المعدة أثناء زمن تشغيل المعدة • Number of parts produced during uptime (u) / Number of operational cycles of the machine N = u/TC • Number of failure cycles during Down time (d)عدد دورات الفشلd/TC
Operating cycle t زمن دورة تشغيلية Up Downtime d زمن العطل Uptime uزمن تشغيل Down 5i- Unreliable Machine Analysis تحليل معدة تتعطل B) Finding Times & Rates إيجاد الأزمنة ومعدلاتها a)Operating cycle time (t)زمن دورة عمل operating cycle time = uptime + downtime t = u + d b) Operating Time (T)زمن فترة العمل Total uptime (U) = Σ (ui); i = 1,……, m (m = number of breakdown) Total downtime (D) = Σ (di); i = 1,……, m(m = number of breakdown) Operating time (T)= U + D ……………………………….. (1)
5j- Unreliable Machine Analysis تحليل معدة تتعطل c) Average times متوسط الأزمنة By defining the times as average values; the times become • Mean Time Between Failure; MTBF= (T/m) • Mean Time To Failure; MTTF= [Cycle Uptime(u)] = (U/m) • Mean Time To Repair; MTTR= [Cycle downtime(d)] = (D/m) • Operating cycle time(t) = u + d =MTBF = MTTF + MTTR • Total up time(U)= m * MTTF • Total downtime(D)=m * MTTR • Total operating Time(T)= U+D = U*[1+(D/U) = U*[1+ (MTTR/MTTF)]
5j- Unreliable Machine Analysis تحليل معدة تتعطل d)Failure rate & repair rate معدل العطل ومعدل الإصلاح Failure rate (p) = (1/MTTF) ……………………………. (3a) Repair rate (r) = (1/MTTR) ……………………………... (3b) e) Finding times as a function of failure and repair rates Cycle Uptime(u) = (1/p) Cycle downtime(d) = (1/r) Operating cycle time(t)= u + d = u * [ 1 + (d/u)] = u * [ 1 + (p/r)] Total up time(U)= m * (1/p) Total downtime(D)= m * (1/r) Total operating Time(T) = U + D = U * [1+(D/U)] = U * [ 1 + (p/r)] f) Machine efficiency, E E = U/T = U/(U+D) = r/[1 + p] OR E = {MTBF –MTTR}/MTBF
For flow line composing of serial number of machines the efficiency or availability can be obtained as follow: ونظرا لأن خط المستمر يتكون من مجموعة متتالية من الماكينات (n), يتم حساب كفاءة أو اتاحة الخط بأحد حالتين تحدد للخط وهما:- Case one:Operation Dependent Failure (ODF) In this case, assume machines fail only during operation and at the end of a production cycle –{(i.e. no part inside the machine [no part defect due to failure]}. This case is upper bound case. This assumption emphasize that failure of machines is independent for each machine and number produced during cycle period has no scrap defect Efficiency is calculated as follow: الحالة الأولى: اعتماد الفشل على التشغيل يفترض في هذه الحالة فشل المعدة أثناء التشغيل فقط ويتم في نهاية دورة زمن الإنتاج للمعدة ؛ ويعني ذلك أنه ليس هناك منتج معيوب (الحد الأعلى للإنتاج.) وهذا فرض مهم حيث فشل المعدة لا يعتمد على معدة أخرى وأن عدد المشغولات المنتجة تتم خلال دورات زمن التشغيل كاملة. وبناء على هذا الفرض يمكن حساب زمن العطل الكلي والكفاءة كالتالي: Total down time = Efficiency = 5a- Unreliable system Analysis تحليل نظام معدات تتعطل
Second case: Time Dependent Failure (TDF) Assume failure can happen during machine work or not. This means that failure is independent upon machine operation and depend on operating time. Each machine failure and repair is independent of other machines. In this case the machine can fail and part still in the machine causing defect and reducing number of part produced (Lower bound). The efficiency is as follows: الحالة الثانية : اعتماد الفشل على الزمن يفترض في هذه الحالة فشل المعدة سواء كانت تعمل أم لا , ويعني ذلك أن الفشل مستقل عن كيفية تشغيل المعدة ومعتمدا على زمن التشغيل مما يعني أن الفشل والاصلاح للمعدة يسلك صورة مستقلة بحد ذاته عن المعدات الأخرى سواء عاملة أو متوقفة في هذه الحالة تفشل المعدة ومشغولة داخلها مما يسبب عيب فيها وتقليل عدد المشغولات المنتجة (الحد الأدنى), وبناء على هذا الفرض يمكن حساب الكفاءة بأنها حاصل ضرب كفاءة المعدات كالتالي: Efficiency = 5b- Unreliable system Analysis تحليل نظام معدات تتعطل
5c- Example (1) 20 machines-Flow line work with efficiency of 0.98 each. Find the line efficiency in cases of operational dependent failure and time dependent failure! Case: Operation Dependent Failure (ODF) Case: Time Dependent Failure (TDF)
Output 1&2 fail 30 1 fail 20 2 fail 15 1 fail 10 10 12 17 19 24 26 36 40 Cycles A line consists of two stations. The first fail every 10 cycles, the second fails every 15 cycles and repair takes 2 cycles. Find the efficiency in cases of operational dependent failure and time dependent failure! 5d- Example (2) Case: Operation Dependent Failure (ODF) Case: Time Dependent Failure (TDF)
The design of number and capacity of buffers depends on the possible improvement can be achieved. Thus the line efficiency in case of no buffers, the Lower Limit is in case of (n-1) buffers with infinite capacity between (n) workstation, Upper Limitis يعتمد تصميم عدد وسعة المخازن على مقدار التحسن الممكن, حيث تكون كفاءة الخط • في حالة عدم وجود مخازنحد الأدنى • في حالة مخازن(n-1)بين المحطات(n) بسعة لا نهائيةحد الأقصى 6a- Line Analysis With Buffers تحليل خط بتخزين مؤقت The effect of buffers between workstations By dividing the line to stages, the line efficiency will improve as result of reducing the number of workstations in each stage. Usually, for line with (n) workstations can be divided into two stages with one buffer and then increase number of stages until it reach (n) stages with (n-1)buffers between two workstations. The buffer capacity can be Infinite Capacity or FiniteCapacity تأثير التخزين المؤقت بين المحطات: بتقسيم الخط إلى مراحل ؛ يتم تحسين كفاءة الخط نتيجة تقليل عدد المحطات في كل مرحلة. وعادة يبدأ بتقسيم الخط إلى مرحلتين بينهما مخزن واحد ومن ثم تزداد إلى عدد من المراحل تساوي عدد المحطات (n) بعدد من المخازن (n-1) وتكون المخازن بسعة لا نهائية أو بسعة محدودة
1 2 3 4 5 6 7 Stage 1 Stage 2 Stage 3 b b b b b b b b b 1 2 3 4 5 6 7 Stage 1 Stage 2 1 2 3 4 5 6 7 1 3 2 4 5 6 7 6b- Line Analysis With Buffers تحليل خط بتخزين مؤقت Example:
From the previous example, when buffers are available the line efficiency ranges between lower and upper limit according the number of buffers. يتبن من المثال انه عند اتاحة مخازن مؤقتة تتراوح الكفاءة بين الحدين الأدنى والأقصى وفقا لعدد المخازن 6c- Line Analysis With Buffers تحليل خط بتخزين مؤقت Remarks: • When lower and upper limit efficiency values are close, the benefits from increasing buffer is limited. This mean more stages are done if there is significant difference between upper and lower limits. • When dividing to stages, the efficiency of stages should be close to balance production and not causing bottleneck. • High efficiency can be reached by: • Equal the stages failure and repair rates. This result of equal efficiency of all stages. • suitable number of buffer is obtained when no significant increase of efficiency can be achieved. • Also, suitable capacity of buffer is obtained when no significant increase of efficiency can be achieved. ملاحظات: • عند تقارب قيمتي الكفاءة الأدنى والأقصى , تكون فائدة زيادة المخازن المؤقتة قليل مما يعني أن التقسيم يتم في وجود فارق معنوي. • عند تقسيم الخط يجب أن تكون كفاءة المراحل متقاربة جدا (متساوية تقريبا) لكي يتوازن الإنتاج ولا يسبب ما يعرف بعنق الزجاجة. • امكانية تحقيق أعلي كفاءة بالتالي: • تكون معدلات الأعطال والاصلاح للمراحل المختلفة متساوية حيث يؤدي ذلك لتساوي كفاءة المراحل. • تصميم عدد المخازن بحيث إذا زاد العدد يكون الفارق في كفاءة الخط غير معنوي. • تصميم سعة المخازن بحيث إذا زادت السعة يكون الفارق في كفاءة الخط غير معنوي (قليل جدا).
Station pi Station pi 1 0.01 2 0.02 3 0.01 4 0.03 5 0.02 6 0.04 7 0.01 8 0.01 9 0.03 10 0.01 11 0.02 12 0.02 13 0.02 14 0.01 15 0.03 16 0.01 6d- Line Analysis With Buffers تحليل خط بتخزين مؤقت Example: Line stages مثال لتقسيم الخط إلى مراحل 16 station-flow line operate with cycle time of TC=10 sec. when it.fails the repair timeis Td=2 min. and the probability of stations failure frequency are as given in the table. Find the efficiency of line when it is divided to 2, 3, 4 stages.
Solution: A) Single Stage Solution: B) Two Stages Efficiency Solution: C) Three Stages 0.75 Stage Stations Fj Ej 0.6 1 2 3 1-5 6-10 11-16 0.09 0.1 0.11 0.5814 0.5556 0.5319 0.45 Solution: D) Three Stages 0.3 Stage Stations Fj Ej 0.15 1 2 3 4 1-4 5-8 9-12 13-16 0.07 0.08 0.08 0.07 0.6410 0.6098 0.6098 0.7410 1 2 3 4 Stage 6e- Line Analysis With Buffers تحليل خط بتخزين مؤقت
b 1 2 3 4 5 6 7 Stage 1 Stage 2 7a- Two Stage Line Analysis With Finite Capacity Bufferتحليل خط بمرحلتين وبسعة تخزين محددة The following figure show a two stages flow line with a buffer has a capacity of (b). يبين الشكل المرفق مخزن مؤقت (A) بين مرحلتين لخط الانتقال وبسعة مقدارها الحالة التشغيلية للخط تعمل المرحلتين إلى أن تفشل احدى الوحدات فيهما والحالة التشغيلية كالتالي: • في حالةفشل احدى وحدات المرحلة الثانية , تستمر المرحلة الأولى في العمل إلى أن يمتلئ المخزن عند سعته القصوى Z ، وعندها تتوقف المرحلة الأولى عن العمل نظرا للانسداد إذا لم يتم إصلاح الوحدة في المرحلة الثانية. • في حالة فشل احدى وحدات المرحلة الأولى , تستمر المرحلة الثانية في العمل إلى أن يفرغ المخزن ، وعندها تتوقف المرحلة الثانية عن العمل نظرا للتعطش إذا لم يتم إصلاح الوحدة في المرحلة الأولى. Operation states of the line Stages operate until a unit in one of two stages the fail The state can be written as follow: تعمل المرحلتين إلى أن تفشل احدى الوحدات فيهما والحالة التشغيلية كالتالي: • In case Stage 2 fails: stage 1 operate until buffer is full at capacity Z and stage 1 is blocked if the stage 2 is not repaired. • In case Stage 1 fails: stage 2 operate until buffer is empty with capacity 0 and stage 2 stops as it is starved for parts if the stage 1 is not repaired
7b- Two Stage Line Analysis With Finite Capacity Bufferتحليل خط بمرحلتين وبسعة تخزين محددة For long operation time at steady state, the efficiency is Where: • Eo = overall efficiency for the line as one stage • E = overall efficiency for a two-stage line with a buffer with capacity (b). • h(b) = the proportion of the down time D’1 ( when stage 1 is down) that stage 2 could be up and operating within the buffer capacity (b) • D’1 = is the proportion of total time that stage 1 is down, • Eo & D’1are defined as follow: &
7c- Two Stage Line Analysis With Finite Capacity Bufferتحليل خط بمرحلتين وبسعة تخزين محددة h(b)are computed using Markov Chain Analysis تحليل سلسلة ماركوف . It is expressed by set of equations covering several downtime distributions based on the assumption that both stages are never down at the same time. , وقد عبر عنها بمعادلات تغطي عدة توزيعات لزمن العطل ومبنية على فرض عدم احتمال حدوث عطل للمرحلتين في نفس الوقت. [Four of these equation are represented in table 18.2 Groover book] These equations are: Where: B is the largest integer satisfying the relation, L is representing the leftover units, The number by which b exceeds
7d- Two Stage Line Analysis With Finite Capacity Bufferتحليل خط بمرحلتين وبسعة تخزين محددة For constant Repair Distribution: each down occurrence is assumed to require a constant repair times (Td) For Geometric Repair Distribution: assumes that the probability that repair are completed during any cycle is independent of repairs began. time since repair began
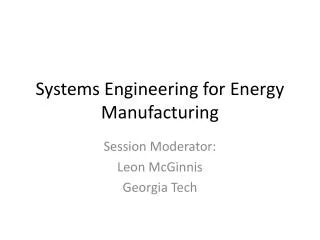
10-station transfer line is divided to two stages of 5-station each. The cycle time of each stage is TC=1 min. All stations have the same probability of stopping, p= 0.02. the downtime is constant, Td=5 min. compute the line efficiency for several buffer capacities. 7e- Example Solution: A) Single Stage without buffer Solution: B) Two Stages with Infinite capacity buffer
7e- Example Solution: C) Two Stages with finite capacity buffer b= 1 Solution: D) Two Stages with finite capacity buffer b= 10 B = 2 , L = 0 , h(10) = 0.6667 , E = 0.6111 Solution: E) Two Stages with finite capacity buffer b= 100 B = 20 , L = 0 , h(100) = 0.952 , E = 0.6587
Efficiency 0.7 0.65 0.6 0.55 0.5 40 80 120 160 200 Buffer Size 7e- Example
b 1 2 3 4 5 6 7 Stage 1 Stage 2 7f- Two Stage Line Analysis With Finite Capacity Buffer using Transition states of the system تحليل خط بمرحلتين وبسعة تخزين محددة The line is analyzed by developing a Stochastic model. The line is described by set of steady state equations describing the operating states of the line. These equation are used to find the production throughput and cost. ولتحليل الخط يتم تطوير نموذج عشوائي بوصف الخط بمعادلات الحالات التشغيلية لايجاد معدلات الإنتاج الخارجة من الخط وتكلفة نظام التصنيع Usually three case can be visualize for production rate as follow: وهناك ثلاث حالات لمعدل الإنتاج لكل مرحلة وهي :- • The two stages have Equal production rate (Q1=Q2) • Stage 1 production rate > Stage 2 production rate (Q1>Q2) • Stage 1 production rate < Stage 2 production rateQ1<Q2
S1&S2 fail and buffer level . Repair is carried on S2 • S1&S2 fail and buffer level . Repair is carried on S1 • S1&S2 operate and buffer level . • S1 Fails & S2 operates. The buffer level • S2 Fails & S1 operates. The buffer level • S1 fails & S2 operate. The buffer level • S1operate &S2fails. The buffer level b 1 2 3 4 5 6 7 • S1&S2 operates. The buffer level • S1&S2 operates. The buffer level 7f1- Analyze two stage line with equal production rateQ1=Q2 State description: وصف حالات الخط (assume Stage 1 as S1 & Stage 2 as S2
7f1- Analyze two stage line with equal production rateQ1=Q2 Graphical representation of the states to develop the equations 4 6 9 3 2 1 8 7 5 Notations
The following conditions holds for instant of time:- • Flow in –flow out =0 • Sum of state probabilities =1 7f2- Analyze two stage line with equal production rateQ1=Q2 Notations
4 6 9 3 2 1 8 7 5 State equations معادلات حالات الخط 7f3- Analyze two stage line with equal production rateQ1=Q2 With initial solution conditions caused by the flows from state 8 to 5 and from state 9 to 4
1- The availability can be defined as:- 3- The Expected Storage Level can be defined as:- 4- The Total System Cost can be defined as:- 7f4- Analyze two stage line with equal production rateQ1=Q2 2- The Production Rate can be defined as:- Qs = A q
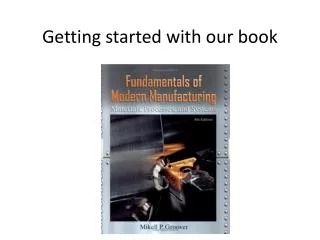
Components • Multi stations analysis Finish Prod. Base Part 1 2 3 4 5 6 8a- Assembly Line Performance تحليل أداء خط التجميع When a component is fed, three events may occur at a particular work-station (i): • The component is defective and cause a station jam • The component is defective and does not cause a station jam • The component is not defective Assume; qi = probability of the component is defective mi = probability that a defective component cause jam
1- For the first event; The probability that the defective part cause a jam 2- For the second event; The probability that the defective part does not cause a jam 3- For the third event; The probability that the part is not defective 8b- Assembly Line Performance تحليل أداء خط التجميع