Download
1 / 38
450 likes | 687 Vues
Regeneration of thermally recycled glass fibre for cost-effective composite recycling. Advanced Composites Group Department of Mechanical & Aerospace Engineering University of Strathclyde Glasgow, Scotland. Advanced Composite Group Recycling Team. TARF-LCV Liu Yang ( ex RA, now Lecturer )

E N D
Regeneration of thermally recycled glass fibre for cost-effective composite recycling Advanced Composites Group Department of Mechanical & Aerospace Engineering University of Strathclyde Glasgow, Scotland
Advanced Composite Group Recycling Team • TARF-LCV • Liu Yang (ex RA, now Lecturer) • Durai Raghavalu Thirumalai (RA) • Peter Jenkins (PhD) • Ulf Nagel (PhD) • ReCoVeR • Chih-Chuan Kao (RA) • Eduardo Sáez-Rodriguez (PhD) • Winifred Ijomah (CI)
Introduction • Strathclyde Project/Posters Overview • Fundamentals of Fibre Strength Loss • ReCoVeRed Fibres • Composite Performance • Conclusions • Future Work
Global Reinforcement Fibre Usage 40 50 KTon/year 2011 Glass Fibre is the most important reinforcement in the global composites market. 4300
Global Glass Fibre Demand Source OCV http://investor.owenscorning.com/files/doc_presentations/2014/Q1%202014%20Presentation.pdf
Composites in AutomotiveBMW photo as shown in Modern Plastics Magazine ELV directive 2000/53/EC ?
Global End-of-Life Blade Material >10 year Exponential Increase EU Landfill Directive 99/31/EC ?
Available End-of-Life Glass Fibre in Thermoset Composites Assume we could recycle just 10% = >100KTpa business potential today Assume 60% in TS
Glass Fibres: End-of-Life Scenario 4.3 MegaTons Glass Fibre Mainly into chopped fibre thermoplasticcomposites. Intrinsically recyclable ReCoVeR and reuse as valuable chopped fibre ? Mainly into continuous fibre thermoset composites Landfill no longer acceptable – but very difficult to recover continuous fibre Challenging to recycle - so end-of-life = landfill ? (or zero value filler)
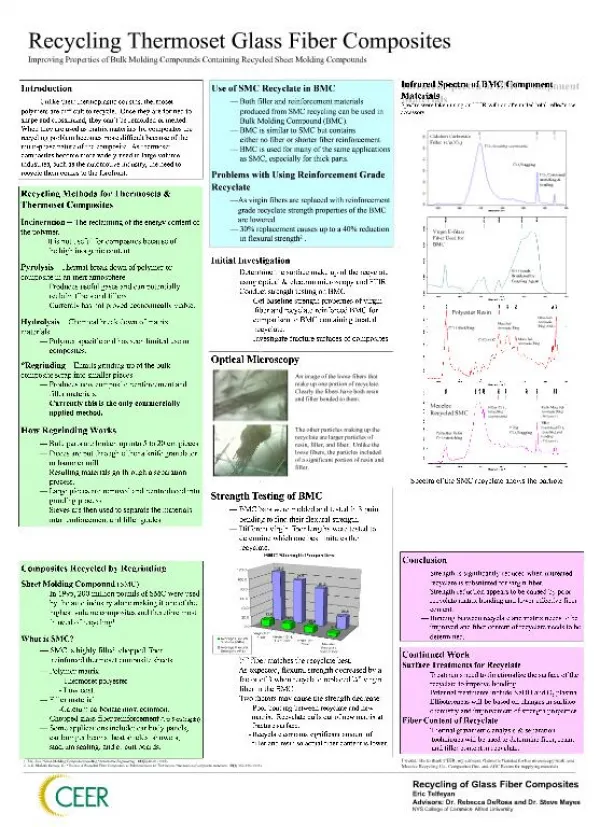
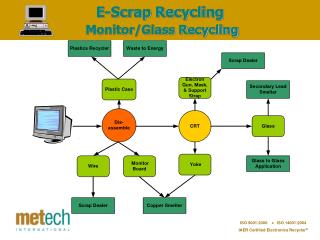
GRP Recycling Techniques Mechanical grinding Thermal Processes Thermo-chemical processes Incineration Pyrolysis Fluidized bed Solvolysis Recovered Glass Fibre has very poor performance • Not clean fibres • Mainly reuse as very low value filler • Some energy recovery from composites • High content of inorganic material – no longer fibrous • Energy recovery • Not suitable for inorganic products • Clean fibres and length retains • Energy recovery with subsequent combustion of organic products applies • Recover organic components • Clean fibres and length retains
Regenerated Composite ValueReinforcement The Mission Enable the development of cost-effective, drop-in, glass fibre and composite products for lightweight automotive applications based on recycled glass fibres with regenerated mechanical performance The Research Goals • Generate fundamental understanding of the changes in glass fibres caused by thermo-mechanical conditioning (300-600°C) • Develop cost effective treatments to regenerate the performance of thermo-mechanically treated glass fibres • Produce examples of glass fibre and composite products using regenerated glass fibres
Effect of Thermal Conditioning on Glass Fibre Strength ? • Single Fibre Strength? • Sizing/surface changes ? • Bulk fibre change/relaxation ?
Strength Loss Mechanism? • Heated 15 minutes in air • Measure Strength at 23°C • Gauge length: 20 mm • Strain rate: 1.5 %/min. • 70–100 fibres per condition J Mater Sci (2014) submitted
Strength Loss Mechanisms? FE-SEM carried out at AMRL Univ. of Strathclyde Untreated HT at 400°C AFM carried out at Univ. of Nottingham
Strength Loss Mechanisms Investigation • Fibre strength after heat (bundle vs single fibre) • TGA of silane film degradation • TMA for single fibre modulus and dimension changes during conditioning • IR analysis of silane NH2 group on fibre • XPS surface analysis of %N on fibre • XRD for crystal growth • AFM & SEM of fibre surface topography • Evolution of water Poster - Jenkins
Current State of Strength Loss Mechanism Investigation Mechanism of strength loss probably involves • sizing degradation • surface flaws (number/severity increase) • change/relaxation in glass structure • removal of water/dehydroxylization More work required for full understanding
Glass Fibres Recycled out of Composites? • Heated Fibre vs Recycled Composite ? • Lab scale recycling of fibre out of model composites (polyester and epoxy based) • 1 Larger trial run on Univ. of Nottingham Fluidised Bed Reactor • Temperature Effects? • ReCoVeR Treatments?
Fluidised bed process vs Lab heat treatment Material : GF-Epoxy Bed temperature: 500°C Residence time: 10-30 minutes • Fibre characterisation • Fibre surface • Fibre strength
Glass Fibres Recycled from Composites From GF-Polyester Composite at 500°C After additional cleaning
Heated vs Recycled Fibre Strengths Posters – Kao, Yang, Durai
HF Regenerated Fibre Strengths Poster – Yang
Regeneration of Glass Fibre Strength after Thermal Conditioning? • Target strength? • What have we achieved? • Proof of concept with HF • ReCoVeR treatments
Target Strength for ReCoVeRedFibre ? Average single fibre strength from commercial chopped glass products 1.5-2.0 GPa Gauge length = 0.3mm ! Composites Part A 32 (2001) 85-90 Measured BAM 1999
Target Strength for ReCoVeRedFibre ? Average single fibre strength from commercial chopped glass products 1.5 GPa At 20 mm gauge length should be sufficient 10 mm product for GF-PA Injection Moulding applications Measured at BAM, Berlin Composites Part A 32 (2001) 85-90
Single Fibre Strength ReCoVeRy All APS coated 17 mm Advantex with 450°C Heat Treatment
Single Fibre Strength ReCoVeRy • To date - 3 methods identified to regenerate single fibre strength > 1.5 GPa in glass fibres heated > 450°C Posters – Yang, Saez, Kao, Durai
Effect of Thermal Conditioning and ReCoVeR Treatment on Composite Performance? • HF Proof of Concept • Effect of GF Heat Treatment ? • Effect of ReCoVeR?
Proof of Concept with HF for strength regeneration Reactivate HT glass fibre surface Fibre-matrix interface assessment OK Thermally conditioned glass fibre Fibre & composite processing Regenerate HT glass fibre strength Fibre strength assessment OK Composite performance assessment • GF-Epoxy via vacuum infusion • CSM MAT92 manufactured by PPG Fibre Glass • Bisphenol A Epoxy vacuum infusion grade • RT cure 24h followed by post-curing at 60°C for 24h
Regenerate fibre strengthReactivate fibre surface 60% recovery -50%
Results: Reuse regenerated glass fibre CSM-Epoxy Composite 60% decrease 50% recovery Poster - Yang
GF Heat Treatment & Composite Performance ReCoVeR Target Zone Injection Moulded 30%GF-PP (1% MaPP)
ReCoVeR Composite Performance Injection Moulded 30%GF-PP (1% MaPP)
ReCoVeR Composite Performance 30%GF-PP
ReCoVeR Composite Performance 30%GF-PP
Initial Results on ReCoVeR Fibre in PP Composites • 72% ReCoVeRy of Composite Tensile Strength • 87% ReCoVeRy of Unnotched Charpy Impact Poster - Nagel • Non-optimized sizing on ReCoVeR fibres • Higher potential ReCoVeRy performance to come • Patent Application submitted Aug 2013
Conclusions Development of cost-effective technology to regenerate the properties of thermally recycled glass fibres will have major environmental benefits Glass fibres lose most of their strength after a short heat treatment above 400ºC Mechanism of strength loss involves both sizing degradation and changes in glass fibre structure Thermal conditioning glass fibres also drastically reduces end-use composite performance The ACG is developing treatments to ReCoVeR the strength of thermally recycled glass fibres
Future Work Good progress made on fundamentals GF strength loss but more work required for full understanding ReCoVeR already regenerates 50-60% of fibre strength loss – more work required to achieve 100% composite performance recovery Similarly, post ReCoVeR surface coating (resizing) necessary to regenerate strong fibre-matrix adhesion – similar to pristine GF products LCA needed Need to move towards pilot recycling method – to define process parameters of ReCoVeR