
3D Printing Support Structures
E N D
Presentation Transcript
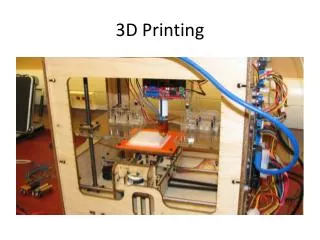
3D Printing Support Structures makenica.com/3d-printing-support-structures September 12, 2020 If your model has an overhang or a bridge which is not supported by anything below, you may need to use 3D printing support structures so as to be able to print it. FDM printers work by depositing layer over layer of thermoplastic filament to make a 3D object. Within this method, each new layer must be supported by the layer beneath it. Support structures are considered essential within the world of 3D printing. Firstly, they're totally necessary for models with overhangs or bridges. However, they increase material costs, add more post-processing work and may damage the model’s surface. Getting the 3D printing support structures right is, therefore, a really important aspect of 3D printing complicated models. The 45Rule Not all overhangs require supports. The general rule narrates that if an overhang tilts at an angle less than 45 degrees from the vertical, then you may be able to print that overhang without using 3D printing support structures. 1/7
3D printers use a tiny horizontal offset between consecutive layers. So, a layer doesn't stack perfectly over the previous layer but rather stacks with a small offset. This permits the printer to print overhangs which don't tend to tilt an excessive amount off from the vertical. Anything below 45 degrees are often supported by the previous layers. The 5mm Rule Not all bridges require support. The general rule states that if a bridge is less than 5mm in length, the printer may be able to print it without requiring 3D printing support structures. To do this, the printer uses a way called bridging – where it stretches the hot material for brief distances and manages to print it with minimal sagging. However, if the bridge is longer than 5mm, this system doesn’t work. In the following case, you would be needed to feature 3D printing support structures. Testing Printers Capability to Print Overhangs Without Support The rule of thumb that overhangs less than 45 degrees with the vertical don't need support is simply for the sake of claiming it. It's going to vary and might depend much on your printer. Its condition and the materials being used also are to be considered. Before you begin printing models with overhangs, it’s a good idea to urge a thought of your printer’s ability to print the safer overhangs. For this cakewalk, download this Massive Overhang Test model from Thingiverse and print it. This model features a series of overhangs starting from 20 degrees to 70 degrees with a 5-degree steady increment. Limitations 1. 3D printing support structures obviously increase the cost of the model. Support structures consume material. This material is later removed and discarded. So as of 3D printing services the support structure that you simply use, increases the price of the model. 2. More things need to be printed which eventually increases the duration of the print. 3. Once printing is over, you later have the task of removing the structures before the model is ready-to-go. In a production setting, added work means added price to the model. 2/7
4. 3D printing support structures touch and have the tendency of sticking to the walls of the models. This is often the sole thanks to providing support to overhangs and bridges. If you're not careful when removing the 3D printing support structures, they could leave blemishes on the model surface. within the worst case, a part of the model may break off alongside the 3D printing support structure Geometry of Support Structures 1. Tree-like support may be a tree-like structure that supports the overhangs of the model. This sort of 3D printing support only touches the overhang at certain points. The perk of utilizing tree-like 3D printing support is that it's easier to get rid of and doesn't damage the underside of the overhang. But the point to be noted is that it's only suitable for non-flat overhangs like nose tips, fingertips or arches. It doesn't provide adequate stability for flat overhangs. 2. Linear or Accordion Support is the most common sort of support utilized in 3D printing. This sort of support consists of vertical pillars that touch everything of the overhang. This sort of 3D printing support works for almost every overhang and bridge. However, they're much harder to get rid of and far more likely to cause damage to the model surface. Types of Support by the Ease of Removal 1. Break Away The model and also the 3D printing support structures are made from identical material. The sole way to separate them is by breaking off the support structure. You can use your hands or rather a knife to do so. These methods of removal introduce quite a lot of risk of damaging the model, and one has got to apply proper technique and remain extremely vigilant and careful within the removal phase. 2. Dissolvable Printer with two extruders has its own perks. you'll load one extruder with PLA for printing the model and also the other one with a water-soluble material like PVA or Limonene soluble material like HIPS for printing the support structure. Wash away the support structure by immersing the model in water or Limonene when you are done printing 3/7
This method of removal reduces the danger of model damage and makes the post- processing work easier. Ideal for complex prints! How to remove Break Away Support Structures Attempt to break free those 3D printing support structures using your fingers.Remember to be gentle. If you are doing this right, most of the support structure should come off pretty easily. There are many opinions about which tools work best. you'll use a needle nose plier, a putty type knife or an Exacto knife. you'll also use a mixture of all of those tools. When employing a knife or scraper, it’s an honest idea to heat the model or the blade. A small butane torch can help, but confirm that you simply don’t damage the model with it. Many people discourage the utilization of Exacto knives because it’s a reasonably sharp and dangerous tool.One slip and you'll find yourself with a stop finger rather than a stop support. Also, you'll get blood everywhere in your model. Sandpaper is additionally an excellent tool for removal. Wet sanding with high grit sandpapers will remove 3D printing support structures. Also, they will help polish the model. For best results, apply water to the part and sand in smooth, light motions until the specified surface quality is achieved. Support structures tend to break away from PLA Prints, leading to scratches, marks and blemishes.However, you can use nail polish varnish as a tool for patching or covering up these imperfections Clever designs to minimize use of support structures One trick to avoid 3D printing support structures is to feature elements to the model which will perform an equivalent job. integrating 3D printing support structure into the planning is more of an art than a science. You would like to come up with elements that simultaneously fit into the general design and may support the overhangs or bridges. When done correctly, it enhances the sweetness of the model and makes the print process freed from 3D printing support structures – saving time, money and labour. Another way to eliminate the necessity for 3D printing support structures is Chamfers. If you've got a gently sloping or curved edge, you'll replace it with an angular edge that needs no support. Such an angular design is named a Chamfer. 4/7
Likewise, if you have a hole in the model, you can convert it into a chamfered hole in the shape of a teardrop. Printing Overhangs and Bridges without Support Structure 1. Ensure that the 3D printer is in an optimal condition. 2. Ensure that you're cooling your printed material as rapidly as possible. The longer it takes for your material to cool down, the more likely it's that your bridge or overhang will deform or fail. 3. Use your layer cooling fans aggressively. Also, lower your printing temperatures the maximum amount possible. 4. Reducing printing speed also helps it to cool down and it especially in printing longer bridges and tricky overhangs. 5. If possible, attempt to use bottommost layer thickness. This also helps cool the fabric faster. Cura Support Structure Settings Auto Supports – For Unstable Models Once you've imported your model into Cura and positioned it on the virtual build plate. The next step will be to look out for sections colored in red. Red parts narrate the instability You may need to rotate the camera view to see all the unstable parts. No need to worry if you detect red on the lowest of the part.The build plate will look out of this problem. The red portions between two structures are called bridges. Cura will handle it automatically. If there are other parts highlighted in red, then you wish to begin worrying. To commence with, you would like to enable the auto-generated 3D printing support structures to make sure that those red parts will be printed successfully. To try and do this, you need to check the Generate Support checkbox under the Support section. So, you now have enabled the auto-generated support structure, but probably didn’t see anything change within the model view. That’s because Cura doesn't show the 3D printing support structures within the default Solid view. Support material (lines and volume) are going to be displayed in teal. Move the layer slider up and right down to see where the support is added to the model. Make a choice between tree-like support or linear support In version 3.2 beta, Cura introduced the likelihood of using tree-like support rather than the default linear one. 5/7
Controlling placement of 3D printing support structures When you enable support structure, a setting called Placement appears under the Support section. This setting allows you to coarsely control the positioning of the support structure. This is often the reasonable option in most cases as this ensures that each one unstable area will have the required support. However, if Everywhere is chosen for very complicated models, the model might find itself being completely encased by support material. If you don’t want this, simply change the location setting to Touching Build Plate. This may create 3D printing support structures underneath overhanging sections of the model only between the build plate and also the model. The Enable Support Roof can improve the surface finish of overhangs Once you enable this setting in Cura 3D using the checkbox, you'll get a far better finish quality. But this improvement comes at a price as this feature makes the 3D printing support structures harder to get rid of than usual. Use this feature as long as the surface finish of the overhanging part is critical to the function of the finished part. Using the Support X/Y Distance setting If your 3D printing support structure is damaging the walls or sticking to them, you'll increase the worth by increments of 0.2mm until the walls begin to smooth. If small overhangs exist, you would possibly even need to decrease the X/Y distance rather than increasing it. Otherwise, you'll get a failed print. The Z Distance setting offers to help make the 3D printing support structures easier to remove Cura creates this weaker connection by leaving an area between the highest and bottom of the support structure and therefore the model – and this space is understood as Z- Distance. You would be able to control the Z-Distance hidden settings under the Support section, making the 3D printing support structures easier to detach. If your layer height is 0.1mm, the default Z Distance are going to be 0.1mm too Also Read : 3D PRINTING vs. ADDITIVE MANUFACTURING 6/7