Download

1 / 28
280 likes | 318 Vues
Discover the meticulous steps behind Miura's renowned golf club head production, from cold cropping to final touch-ups. Witness the "Hands of God" at work as the carbon steel transforms, impacting grain structure and feel. Gain insight into the precision forging and unique pressing techniques that set Miura apart in the industry. Through a blend of traditional craftsmanship and innovative technology, each club head becomes a work of art, meticulously inspected and hand-painted before reaching your hands. Unveil the secrets of Miura's signature process and understand why their clubs are held in high esteem by tour players and club makers. Explore the dedication to quality and detail that defines Miura as a symbol of excellence in golf equipment manufacturing.

E N D
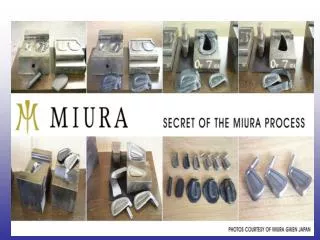
KATSUHIRO MIURA Miura San known by tour players and club makers in Japan as having the “Hands of God”
The first part of the manufacturing process is the cold cropping of the carbon steel which is supplied to Miura in bar form.
The cropped billet is passed through an induction heating process which heats the metal to 1200 ºC The operator has 14 seconds to move the heated billet to the air hammer for the first strike.
The one tonne air hammer in the Miura forge is located in an isolated position 1 kilometre from the main Miura factory. The hammer hits the heated billet 3 times, the first strike to flatten the billet the second to undertake the first press in the die and the third strike to make the second press in the die.
The operator has 5 seconds to move the offered billet from the first strike to the third strike.
The die used with the air hammer. First strike to flatten the billet.
Grain structure of metal used in Miura heads Raw metal The grain structure of the metal used in Miura heads changes during the forging process with the removal of carbon deposits. ( Black areas are carbon deposits. The smaller and tighter the deposits the more solid the feel.) First strike Second strike
The die and cutter used to remove the excess metal from the formed head
After pressing the formed head is allowed to cool . This is the end of the initial forging.
When the heads are returned to the main factory a final forging process is initiated. The formed head is heated in a furnace
In the final forging the press changes again the density and grain structure of the metal.
Grain structure of metal used in Miura heads Raw metal The final strike changes the grain structure of the metal again and removes further carbon deposits. ( Black areas are carbon deposits. The smaller and tighter the deposits the more solid the feel.) First strike Second strike Final Strike
In the final strike there is a change in the composition of the metal and a small flange which will be removed later is formed.
Miura is unique in pressing the grooves into the head. This is seen by MiuraSan as important as there is no material loss and no temperature changes. It is his view that a cutting process for grooves increases the temperature of the metal and adjusts the temper of the metal in the head. The press used in this process exerts 200 tonnes of pressure on the head. (As can be seen clearly the formed head does not have any hosel at this point)
The hosel is manufactured in a CNC machine with a tool post containing 6 cutters. These cutters centre, bore and champher the finished hosel.
The spin forging of the hosel onto the formed head is another unique part of the Miura manufacturing process. In this operation the stalk on the head is prepared to meet the hosel with an end milling cutter. The hosel which is housed in a collet within a high speed clutch is presented to the head and spin welded onto the head.
A grinding belt prepares the profile of the head. (this is the only mechanical grind in the head manufacturing process).
Hand grinding of the head is undertaken by a Miura trained craftsman grinder who is seated to provide stability when grinding.
During the grinding process the head is weighed for a finished weight tolerance +/- ½ gm.
The first part of the finishing process is to tumble the heads in a tumbler containing stones for hours before the heads leave the factory for plating.
Final check and hand painting of the head before packaging and dispatch.
Miura A work of art ? Or just a golf club head?