Advanced Machining Parameters for Hard Part Turning of RO169 Material at 60 HRC
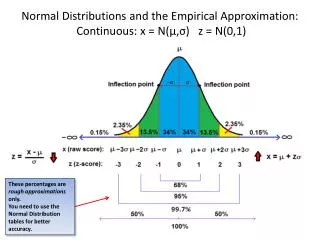
This document outlines the machining parameters used for hard turning of RO169 induction-hardened material with a hardness rating of 60 HRC. It covers specific details such as cutting speeds (Vc 165 m/min and 200 m/min), coolant pressure (7 bar and 35 bar), as well as feed rates (0.1 mm/rev) and cutting depths (up to 0.15 mm). The use of different inserts, tooling specifications, and the impact on flank wear in dry and HPC conditions are discussed. Key insights into the microstructure and chemical composition of the workpiece are also provided.

Advanced Machining Parameters for Hard Part Turning of RO169 Material at 60 HRC
E N D
Presentation Transcript
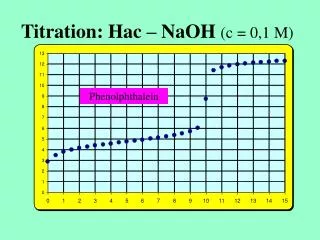
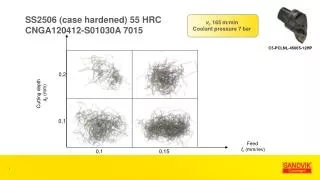
SS2506 (case hardened) 55 HRC CNGA120412-S01030A 7015 vc165 m/min Coolant pressure 7 bar C5-PCLNL-45065-12HP 0,2 Cutting depth ap(mm) 0,1 Feed fn (mm/rev) 0,1 0,15
SS2506 (case hardened) CNGA120412-S01030A 7015 vc165 m/min Coolant pressure 35 bar C5-PCLNL-45065-12HP 0,2 Cutting depth ap(mm) 0,1 Feed fn (mm/rev) 0,1 0,15
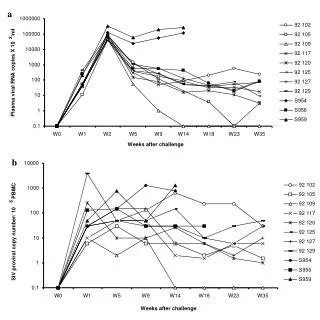
Hard Part turning 60 HRC Flank wear - Dry vs HPC 70 bar Vc: 200 m/min F: 0.15 mm/r AP: 0.15 mm Insert: CNGA120412T01030AWH 7015 Holder: C6-PCLNL-45065-12HP Workpiece mat: RO169 induction – hardened to HRC 60 Dry Vb, mm 70bar Tool contact time, min
Workpiece material Designation: RO 169 • Diameter: 150 mm Length: 450 mm • Chemical composition: Hardness
Workpiece material Microstructure

![Software Release Readiness Metric ShipIT [0,1]](https://cdn2.slideserve.com/4798046/software-release-readiness-metric-shipit-0-1-dt.jpg)