Download
1 / 22
220 likes | 245 Vues
This article discusses the assembly phases and bond quality assurance of the ALICE SSD module, including pull tests, bond breaking mechanisms, electrical tests, and thermal cycling studies.

E N D
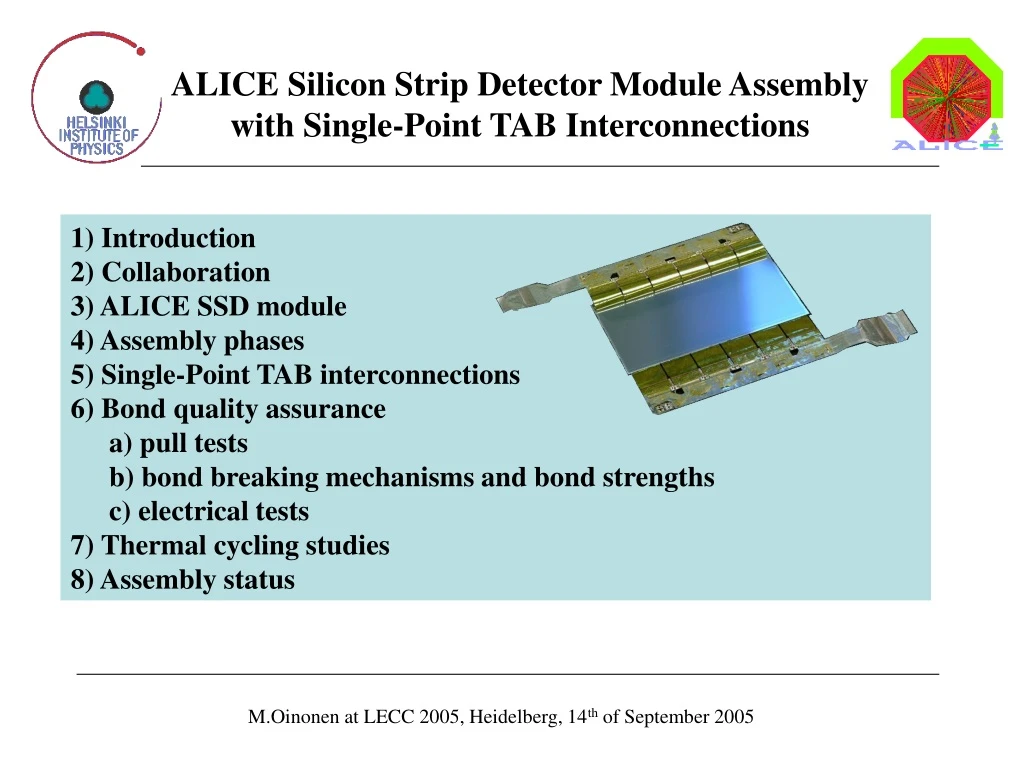
ALICE Silicon Strip Detector Module Assembly with Single-Point TAB Interconnections 1) Introduction 2) Collaboration 3) ALICE SSD module 4) Assembly phases 5) Single-Point TAB interconnections 6) Bond quality assurance a) pull tests b) bond breaking mechanisms and bond strengths c) electrical tests 7) Thermal cycling studies 8) Assembly status M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
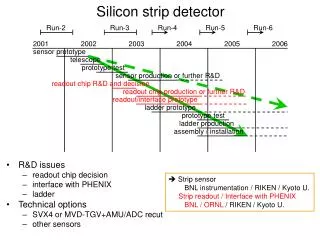
Si strip detectors at ALICE ITS strip ALICE ITS ALICE ITS: 2 pixel, 2 drift and 2 strip (SSD) detectors layers, 1698 SSD modules with 2.6 106 channels, > 7 106 bonds drift pixel Minimization of mass: thin and flexible structures used with polyimide-Al cables Flexible interconnections based on Ukrainian technology (space and military industry) strong role of Ukrainian institutes and industry M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
ALICE SSD Collaboration NIKHEF & Utrecht:general coordination & quality control, design of cables, test setups, module folding, module readout Helsinki:module assembling, long-term reliability studies Kiev & Kharkov:cable and subhybrid design & production, manpower IreS, Strasbourg:HAL25 front-end chips, sensors, module assembling, database, general coordination Trieste:module assembling, sensors and sensor tests Nantes:ladder assembling M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
Assembly phases / 1 Helsinki, Strasbourg, Trieste Kharkov M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
Assembly phases / 2 Helsinki, Strasbourg, Trieste M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
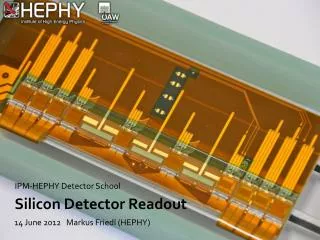
ALICE Silicon Strip Detector module 2 x 6 HAL25 front-end Chips on Flex (CoF), 128 ch’s each Thin and flexible interconnections with Al-polyimide cables Readout via flexible hybrids on both N and P side Double-sided sensor with 2 x 768 channels = 1536 detectors M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
Assembly phases / 3: Folding To be able to install the modules in ladders Helsinki, Strasbourg, Trieste Challenges the quality of spTAB interconnections ! M.Oinonen at LECC 2005, Heidelberg, 14st of September 2005
Production line equipment / Helsinki(see:http://www.hip.fi/research/detlab/index_en.htm) • - semiautomatic bonder (Kulicke&Soffa 4523AD) • automatic bonder (F&K Delvotec 6400) • - movable (XYZ) & rotary () bond head flexible • - 200 x 150 mm bonding area with 1 mm resolution • - ultrasonic TAB and wire bonding (10 000 wires) • - vacuum oven • ovens (Memmert ULP 400 and UM 200) • X-Y-Z table with Labview control • pressure dispensers • microscopes (50 x – 500 x) • N2 chambers for storing • line for ALICE SSD module production M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
Single-point Tape-Automated Bonding (spTAB) Al lead One bond at a time by using ultrasonic bonding machine and a special wedge Bond Etched window Modified wirebonders used with 60 kHz US frequency: F&K Delvotec 6400 (aut) K&S 4523AD (man) Polyimide Bonding pad Chip/sensor M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
Bond quality assurance / methods • Pull tests • Manually with a gramometer • PC controlled with a special setup 2) Optical 3D tests Understanding of the bond failure mechanisms Spin-off: search for nondestructive & 3D techniques for quality control 3) Electrical tests Operation of the protection diodes in the HAL25 chips (chip bonds) Operation of hybrids (hybrid bonds) Noise characteristics (sensor bonds) M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
Quality assurance / pull tests • Chip & cable with one bond • Vacuum stage • Pull hook with step motor control • PC controlled scale Both manual and PC controlled pull tests give consistent results M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
Quality assurance / pull test results Experience: such a high quality bond has less probability to fail under folding operations and thermal cycles compared to the bonds with lower pull strength M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
Quality assurance / failure modes a) Lift-offs and heel breaks in pull tests b) Weak bonds or non-attachments during mass production due to contaminants or cable geometry (bending, narrow bond openings) M.Oinonen at LECC 2005, Heidelberg, 14st of September 2005
Spin-off developments Scanning White-Light Interferometer in fast and non-destructive bond quality control [1] [1]H. Seppänen et al.,Scanning White-Light Interferometry in Quality Control of Single-Point Tape Automated Bonding, in the Proceedings of the SPIE International Symposium Photonics North, September 27-29, 2004, Ottawa, Canada. M.Oinonen at LECC 2005, Heidelberg, 14st of September 2005
Quality assurance / optical studies Excess of US power or bond force overdeformation small height, low pull strengths heel breaks / open circles a) lack of US power / bond force b) contamination / geometry problem high bonds, low pull strengths lift-offs / closed circles Both modes present at the maximum pull strength M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
Quality assurance / lift-off patterns Selection of lift-off patterns used to develop the bond process for the SSD chip bonds (F&K Delvotec 6400). Largest strength reached when part of the trace is left attached on the pad: typical for a good spTAB bond in ALICE SSD application M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
Quality assurance / electrical tests for Helsinki chip bonding process On average 99,74 % bonding yield after first-go (incl. dip!) Dip of 92% due to contaminations and cable geometry (new facility) M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
Thermal cycling studies: induced failures 1) Bond failures tend to start from the end of the bond rows Thermal expansion most probable cause 2) Bonds made during “dip” of 92% yield fail earlier Bonding quality DOES matter ! M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
Thermal cycling studies for Time-to-First-Failure (TTFF) Note! JEDEC JEP122B consistently followed in these studies FMI = Finnish Meteorological Institute, Helsinki HIP = Helsinki Institute of Physics, Helsinki SRTIIE = Scientific Research and Technological Institute of Electronics Engineering, Kharkov M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
ALICE SSD framed chip production(10th of Sept, 2005) Quality Q = 100- defected channels Yield defined as components having Q > 98 The same yields in all the sites! M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
ALICE SSD hybrid production (10th of Sept 2005) Quality Q = 100- defected channels Yield defined as components having Q > 90 M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005
ALICE SSD module production (10th of Sept 2005) Test setup just taken in use within the collaboration: no reliable yield yet available ! Losses most probable, since the most challenging operations ahead: folding, ladder assembly etc. Anyway, success in chip & hybrid assembly shows the spTAB process OK M.Oinonen at LECC 2005, Heidelberg, 14th of September 2005