VI. KÖTŐELEMEK
VI. KÖTŐELEMEK. A kötőelemek csoportosítása. Oldhatatlan kötésmódok. Szegecselés Hegesztés Forrasztás Ragasztás. Oldható kötések. Szegek Csapszegek Csavarok. CSAPSZEGEK. (J.3.1.10.1, S.3.10. pld., R/M 9.2.). A csapszegek általános jellemzése. Fő részeik. Céljuk

VI. KÖTŐELEMEK
E N D
Presentation Transcript
A kötőelemek csoportosítása Oldhatatlan kötésmódok Szegecselés Hegesztés Forrasztás Ragasztás Oldható kötések Szegek Csapszegek Csavarok
CSAPSZEGEK (J.3.1.10.1, S.3.10. pld., R/M 9.2.)
A csapszegek általános jellemzése Fő részeik Céljuk Lazán elforduló alkatrészek összekötése Csuklós kapcsolatok kialakítása Dugattyú—forgattyús tengely kapcsolatok kialakítása Illesztésük: H8/h11 vagy H11/h11 Anyaguk: E295, E335, C35 Szabványos méreteik S.3.9.-S.3.12.
A csapszegek főbb változatai S.3.9.-S.3.12. (56-59.o.), R/M TB-9-2 Csapszeg 16×50×40 MSZ 2227-5.8 Fejes csapszeg 16×50×45 MSZ 2229-5.8 Menetes csapszeg 16×100×80 MSZ 2231-5.8
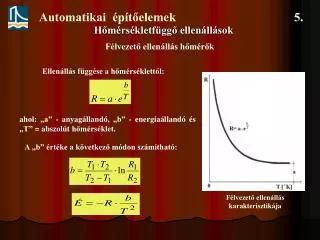
A csapszegek megengedett feszültségei J.3.5. tábl. (55.o.)
1. Átmérőmeghatározás hajlító igénybevételre Szerkezeti ábra
1. Átmérőmeghatározás hajlító igénybevételre A csapszeg terhelése
1. Átmérőmeghatározás hajlító igénybevételre A csapszeg igénybevételei
1. Átmérőmeghatározás hajlító igénybevételre Erőábra szerkesztése
1. Átmérőmeghatározás hajlító igénybevételre Nyíróerőábra szerkesztése
1. Átmérőmeghatározás hajlító igénybevételre Nyomatéki ábra szerkesztése
1. Átmérőmeghatározás hajlító igénybevételre Maximális hajlítónyomaték: Maximális hajlítófeszültség: Maximális hajlítófeszültség: d: dinamikus tényező (J.2.3.) meg: megengedett feszültség (J.3.5.)
2. Szabványos átmérő kiválasztása d-hez legközelebbi dnkiválasztása S.3.9.-S.3.12. táblázatból
3. Ellenőrzés nyírásra A csapszeg tényleges nyírófeszültsége tmeg a csapszeg megengedett nyírófeszültsége (J. 3.5. tábl.) A csapszeg megfelel, ha
4. Ellenőrzés palástnyomásra A csapszeg tényleges palástnyomása pmeg a csapszeg megengedett felületi terhelése (J. 3.5. tábl.) A csapszeg megfelel, ha
SZEGEK (J.3.1.10.2., R/M 9.3.)
A szegek főbb változatai Hengeres szegek Kúpos szegek Hasított szegek
A szegek általános jellemzése Céljuk Alkatrészek pontos helyzetének biztosítása (illesztőszegek) Alkatrészek egymáshoz rögzítése (kötőszegek) Alkatrészek együttartására (biztosítószegek) Túlterhelésvédelem (törőszegek) Illesztésük: Illesztőszegek: H9/m6 Rögzítőszegek: H9/h8 Szabványos méreteik S.3.13. (60.o.), R/M TB 9-3 (94.o.), GI.S. 6.43-44. (263. o.)
A hasított szegek működése Beverés előtt Beverés után
Szegek méretezése 1. Méretezés palástnyomásra (J. 3.5. tábl.) 2. Ellenőrzés nyírásra (J. 3.5. tábl.)
SZEGECSKÖTÉSEK (J.3.2.1., R/M 7.)
A szegecskötések általános jellemzése Céljuk Lemezek oldhatalan összekötése Lemezek tömítő kötése Alkalmazási területük Ma már alárendelt (a hegesztés kiszorította)
A szegecsek főbb változatai [S.3.1. (46-47.o.), R/M Bild.7.2.] Sűllyesztett fejű szegecs Lencse fejű szegecs Csőszegecs Félgömb fejű szegecs
Példák szegecskötések alkalmazására Hídszerkezet csomólemeze Lemezek lapolása
Szegecsek méretezése Felületi nyomásra pmeg=150-200 N/mm2 Nyírásra tmeg=60-90 N/mm2
HEGESZTETT KÖTÉSEK (J.3.2.2, S.3.11. pld., R/M 6.)
A hegesztések főbb változatai Ömlesztő hegesztés ívhegesztés, gázhegesztés, termithegesztés, plazmahegesztés, stb. Ellenálláshegesztés ponthegesztés, vonalhegesztés, stb. Sajtoló hegesztés kovácshegesztés, dörzshegesztés, ultrahanghegesztés, stb.
A hegesztések jellemzése A hegesztések alkalmazási területei Acélszerkezetek (szegecselés helyett) Kazánépítés (szegecselés helyett) Általános gépészet Öntött, kovácsolt darabok helyett Súlycsökkentés igénye esetén Rövid gyártási idő igénye esetén A hegesztések hátrányai Anyagminőség-változás veszélye (pl. beedződés) Maradó belső feszültségek veszélye Vetemedésveszély Érzékenység a hegesztési (szubjektív) hibákra
A hegesztések méretezésének alapgondolatai [J. 3.13. (66. o.), S. 3.2. (48-50. o.]
FORRASZTOTT KÖTÉSEK (J.3.2.3., R/M 5.)
A forrasztások általános jellemzése A forrasztás lényege fémek összekötése alacsonyabb olvadáspontú olvasztott (ömlesztett) fémmel A forrasztás főbb csoportjai Kemény forrasztás (T>450°) Réz (T=900-1100°) Sárgaréz (T= 800°) Ezüst (T=620-860°) Lágy forrasztás (T<450°) Ón, ólom (T=230-300°)
A forrasztások rajzi jelölése Körbe forrasztás
A forrasztások előnyei és hátrányai Előnyei Nem eredményez anyagminőség-változást (TForrkicsi) Nem eredményez termikus belső feszültségeket Nem eredményez vetemedést Hátrányai Viszonylag kis szilárdság Gondos előkészítésigény A forrasztóanyag költséges
Konstrukciós irányelvek Tompa ütköztetésű forrasztás (kerülni kell) Átlapolt kötésű forrasztás (erre kell törekedni)
A forrasztások méretezése I. Méretezés nyírásra (Átlapolt kötés esetén) Tényleges nyírófeszültség: Sík felület esetén Cső forraszásakor Tönkremeneteli feltétel tBf a forrasztóanyag nyírószilárdsága J. 3.14. (73. o.), R/M TB 5-2 (55.o.)
A forrasztások méretezése II. Méretezés húzásra (tompa kötés esetén) Tényleges húzófeszültség: Tönkremeneteli feltétel sBf a forrasztóanyag szakítószilárdsága J. 3.14. (73. o.), R/M TB 5-2 (55.o.)
RAGASZTOTT KÖTÉSEK (J.3.2.4., S.3.12.pld., R/M 4.)
A ragasztások általános jellemzése A ragasztás lényege fémek összekötése műanyaggal vegyi kapcsolat révén
A ragasztások előnyei és hátrányai Előnyei Egyenletes terhelésátadás Termikus károsodások elmaradnak Sokféle anyag párosítható a kötésben Zajcsökkentő hatású Hátrányai Viszonylag kis szilárdság Hőhatásra érzékenyek Kivitelük speciális körülményeket igényel (nyomás, hőmérséklet, vegytisztaság)