Fiber and Bonds
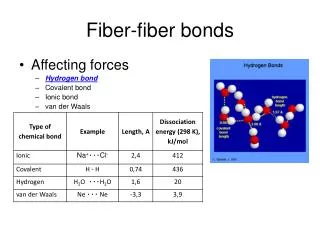
Fiber and Bonds. Introduction. Fibers retain most of their original structure during pulping and papermaking. Their properties determine the properties of paper. Bonding between fibers is also very important. Without bonding, there would be no network.

Fiber and Bonds
E N D
Presentation Transcript
Introduction Fibers retain most of their original structure during pulping and papermaking. Their properties determine the properties of paper. Bonding between fibers is also very important. Without bonding, there would be no network. During papermaking, bonding arises from the intrinsic tendency of cellulosic fibers to bond to each other when dried from water or other polar liquid.
With the obvious importance of fibers and bonds, it is misleading to view paper as a collection of inert fibers attached to one another. • The properties of fibers and bonds in paper are intimately connected with the network structure that they form. • The mechanical properties of fibers cut from a paper sheet differ from the properties of the same fibers dried individually.
The connection between the network structure and the microscopic properties of fibers and bonds develops during paper drying as internal stresses generate in fiber networks. • These internal stresses are local and act within and between fibers. • Macroscopically, the net stress is zero. • The internal stresses depend on the anisotropic shrinkage potential of the fibers and on the macroscopic stresses applied during paper drying.
Fiber Properties • These affect the formation and consolidation of paper structure during the papermaking process. • They a responsible for the properties of dry paper. • Raw materials determine the range of fiber structures and dimensions that the pulping process modifies.
Papermaking pulps consist of mechanical and chemical pulps that have different effects on paper properties. • Paper structure depends on fiber dimensions and the mechanical properties of wet fibers. • The mechanical properties of dry fibers and paper depend on the stresses under which they were dried.
Raw Materials • Paper consists of wood fibers, but nonwood fibers can be important in some specialty papers. • Fiber properties very significantly with wood species, growth site, pulping and papermaking treatments. • Because of the stochastic nature of these variables, the properties of the pulp may have a wide distribution.
Figure 1 illustrates the cell wall of a wood fiber. • Often the P and S1 layers are lost in the pulping process. • The native structure of the fiber and the resulting changes to it during pulping determine how much the fiber swells in water and how conformable it is. • The final structure of the fibers depends on the papermaking process.
If the cell wall is rigid enough, the fiber lumen may survive uncollapsed. • The S2 layer is usually the thickest and dominates mechanical properties. • In the S2 layer micro fibrils spiral around the fiber axis at a constant fibril angle. • The fibrils are small bundles of primarily cellulose molecules. • The values of the fibril angles vary, even within a given wood species, but the the chirality of the spiral is always right handed.
The S1 and S3 layers also have a spiral fibril structure, but they contribute much less to mechanical properties than S2. • In the cell wall, a matrix of amorphous hemicellulose and lignin surround the fibrils. • This matrix is ductile compared to the stiff fibrils. • The fibrils give the fiber its elastic modulus and tensile strength in the axial direction. • Strength improves as the fibril angle decreases. • Fibers are plant cells that have a high aspect ratio, as shown in Table 1 on the next slide.
The pulp plants have other cells that may strongly influence the pulp quality. • For some trees, such as beech, only 40% of the volume is fibers. • These nonfiber cells, such as parenchyma cells and vessel elements can have harmful effects on pulping and bleaching processes. • They also effect the linting and printability of paper. • The absolute length of fibers is one of the most important characteristics of papermaking fibers.
A long fiber can have can have more bonds with other fibers and therefore will be held more strongly than a short fiber. • The tensile strength of the wet web increases rapidly with fiber length. • Likewise, tensile strength, breaking strain and fracture toughness also increase with fiber length. • Hardwood fibers are shorter than softwood fibers.
Figure 2 shows that hardwood fibers also have a narrower length distribution. • It is common to express the average fiber length as the length weighted average length. • This choice is motivated by geometric arguments. • The probability of two fibers crossing is proportional to the the mean value of fiber length squared.
The fiber length times the perimeter of the cross-section defines the outer surface area of a fiber. • This outer layer can form inter-fiber bonds or scatter light when not bonded. • The cell wall thickness, df, and fiber perimeter, Pf, determine the cross-sectional area of dry cell wall, Af. • For circular cross-sections we have the following relationship; Af=(Pf-pdf)df
This also holds for fibers with noncircular cross-section, providing the cell wall cross-sectional area doesn't change after collapse. • Fiber coarseness wf, gives the dry fiber mass per unit length. • It is equal to the cross-sectional area times the density of the cell wall. • Coarseness tends to correlate with fiber length in the sense that long fibers are coarser than short fibers, as shown in Figure 3.
Fiber coarseness divided by the fiber width gives the basis weight, bf, of fibers. • Basis weight of fibers varies from 3-10 g/m2. • For shortwood fibers, the basis weight and coarseness are often related as suggested by Table 2 below. • Note that fiber dimensions are usually measured in the wet state.
This has little significance for fiber length, but the cross-sectional dimensions of dry fibers are smaller than those of wet fibers. • The basis weight of fibers in paper are generally larger than those in Table 2, which are based on wet fibers. • The basis weight of fibers is important, because the coverage of paper is equal to b/bf, as we saw in Chapter 1. • Likewise the total length of fibers in a sheet of area A is given by L=bA/wf
Thus, a cm2 of a paper sheet has a total fiber length of 10-100 m, corresponding to 10,000-100,000 fibers. • In areas where summer and winter seasons are clearly identifiable, softwoods and some hard woods show a seasonal variation in growth. • This is reflected in variation in wood density and fiber dimensions. • Early in the growing season, thin walled fibers, springwood or earlywood, grow with large lumen.
The fiber dimensions later change gradually, with the fiber wall becoming thicker and the lumen becoming smaller. • Fiber perimeter may even decrease. • Thick-walled fibers form the summerwood or latewood portion of the growth ring. • The variation in coarseness between springwood and summer wood can be greater the the differences in average coarseness for different softwoods. • Not the entry for Scots (Scotch) pine in Table 2.
Pulping effects • After the effects of raw materials, the effects of pulping, bleaching and beating are crucial. • As we know, the two important classes of pulp are chemical pulp (usually bleached kraft) and mechanical pulp. • The differences in fibers for these pulps are illustrated in Figure 4 below. • For chemical pulp, wood is disintegrated into fibers chemically by cooking wood chips.
For mechanical pulp the process is a mechanical one as with TMP or GW. • Some wood species, such as Norway spruce, aspen and radiata pine can be used successfully for both chemical and mechanical pulp. • Others such as Scotch pine, eucalyptus and birch are work better for chemical pulping. • Chemical and mechanical pulping give distinctly different sheet properties. • Paper from bleached kraft pulp has 2-3 times the tensile strength that from mechanical pulp.
On the other hand, the opacity and light scattering power form mechanical pulps are superior to those from kraft pulp. • This results from the contribution of fines in mechanical pulp. • The differences between chemical and mechanical pulps are utilized in many paper and board grades. • Newsprint often consists of purely mechanical pulp, while copy paper consists of purely chemical pulp.
Mixtures of mechanical and chemical pulps are used in printing papers and multi-ply boards. • The differences between chemical and mechanical pulps are illustrated in Table 3. • The lignin content in mechanical pulps is approximately 30 % and essentially zero for bleached kraft pulps. • The low lignin content gives kraft fibers higher wet fiber flexibility, collapsibility and swelling ability.
However, since the lignin and hemicelluloses are removed, chemical pulps give lower raw pulping yields as a percentage of wood mass. • As a result, the mechanical pulping process generates fiber fragments and other small particles called fines. • In chemical pulps, fines include ray cells and parenchyma cells in addition to particles coming form fiber walls. • 20-40% of mechanical pulp and less than 10% of chemical pulp is considered as fines.
The fraction of long, intact fibers may be less than 20% in GW pulp, nearly 40% in TMP pulp and as high as 90% for chemical pulp. • The weight per unit length of chemical pulp fibers is half that of mechanical pulps because of the difference in yields. • For example a 20-80% mixture of kraft pulp and ground wood, respectively has approximately equal numbers of chemical and mechanical long fibers.
Mechanical pulping produces pulp that can be used directly, but it often undergoes bleaching. • Chemical pulp is also bleached most of the time. • The principal use of unbleached pulp is in packaging boards and papers. • Even for packaging, the public is demanding a more attractive printable surface. • The bleaching process enhances brightness, of course, but also alters the mechanical properties of wet and dry fibers.
The bonding ability of fibers may improve, but the tensile strength may deteriorate in bleaching. • Chemical pulp is beaten to optimize the contribution to mechanical properties of paper. • The beating of chemical pulp loosens the structure of the fiber wall (internal fibrillation). • It also may break fragments from the fiber wall. • Mechanical pulp produces similar effects.
Internal fibrillation involves partial delamination of the fiber wall as shown in Figure 5. • The delamination increases the degree of swelling, the flexibility and conformity of the wet fiber wall. • This improves the inter fiber bonding and strength at the expense of optical properties.
External fibrillation, where fibrils spread out from the fiber surface, is apparent from Figure 6. • External fibrillation enhances sheet consolidation and enforces bonding.
The external fibrillation occurs only in aqueous suspension. • Removal of water on drying brings the external fibrils back to the fiber surface. • The pores close between the lamella and fibrils in the fibril wall. • Once dried pulp swells less on rewetting than before drying. • This irreversible loss of swelling ability, called hornification, is one way recycled fibers differ form virgin fibers.
Recycled fibers are generally shorter, stiffer, more curly and more brittle than virgin fibers. • Dewatering tests can assess fines content and the degree of external fibrillation. • These tests measure how easily water drains from the papermaking pulp. • The Schopper-Riegler number (SR) or Canadian Standard Freeness (CSF) are the most common dewatering tests. • The SR number increases with beating and fines content while the CSF decreases.
Fines • The properties of fines differ greatly from the fiber fractions. • The common definition of fines is the fraction that passes through a 200 mesh screen. • The median size of fines is a few microns. • The largest fines particles are fiber fragments and the smallest are fibrils, whose size can be below 1 micron.
Fines consist of cellulose, hemicellulose, lignin and extractives. • In chemical pulp the hemicellulose content of fines is higher than in the fiber fraction. • For mechanical pulps the lignin content of fines is higher than in the fiber fractions. • Because of their small size and large surface area, fines can bind more water and swell more. • Hydrophobic lignin fines and extractives in mechanical pulps reduce their ability to swell in water relative to fines in chemical pulps.
The fines content strongly influences the structure and properties of the fiber network for mechanical pulps. • A fine stone GW pulp for magazines can have up to 50% fines, while a newsprint TMP typically are less than 25% fines. • The fines content in mechanical pulps grow in the order TMP>PGW>SGW when compared at the same freeness. • The amount of fines is lower in chemical pulps than in mechanical pulps.
There are two types of chemical pulp fines, primary and secondary fines. • Primary fines are present in unbeaten pulps. • They consist of parenchyma cells from the wood. • Beating creates secondary fines. • These include lamellar and fibrillar parts of the fiber wall and some colloidal material. • The primary fines content of chemical pulps is usually less than 2%, but beating can increase it to 15%.
Mechanical pulp fines are sometimes also divided into primary and secondary fines. • The primary fines result from the mechanical disintegration of wood. • Secondary fines result from refining of fibers. • The two fractions of a GW pulp are Mehistoff (Powders) and Schleimstoff (well-bonding fibrillar particles) • Fines have a very large specific surface area, because of their small size. • Refining and beating increase the surface area further.
In chemical pulps, the specific surface area of primary fines is 4-5 m2/g, while that of secondary fines is 10-20 m2/g. • Mechanical pulp finer have 7-8 m2/g, while fibers have a value of about 1 m2/g. • Because of their large surface area, fines improve bonding between fibers. • Most fines are bonded to fibers when the paper dries. • Chemical pulps bond almost completely, while mechanical pulp fines retain some free area.
Wet Fiber Properties • The network structure depends on collapsibility, conformability and flexibility of the wet fibers, • Conformable fibers bend and match the shape of each other to give a dense and well bonded network. • Conformability of fibers depends on their cross-sectional dimensions, internal fibrillation, chemical composition and morphology of the cell wall.
Fibers have a circular or rectangular cross-section in wood that may flatten or collapse to a ribbon in the pulping and papermaking process. • The perimeter doesn't change with fiber collapse. • Fiber collapse is more common with chemical pulp fibers than with mechanical pulp fibers.Springwood fibers collapse more easily than summerwood and sulfite fibers collapse more easily than kraft fibers as shown in Figure 7 on the next slide.
For uncollapsed fibers, the lumen scatters light. • Fiber collapse has a negative effect on the optical properties of paper. • Collapsed ribbon-like fibers are flexible and can have a higher bonded area than uncollapsed fibers. • Fiber collapse does improve strength.
Wet fiber flexibility (WFF) or its inverse wet fiber stiffness is sensitive to conformability. • WFF measurements are usually limited to long fibers. • WFF decreases rapidly with increasing fiber thickness as shown in Figure 8. • Thick beams have a higher bending stiffness than thin.
As shown in Figure 9, WFF increases with decreasing yield and increased beating. • Mechanical pulp fibers usually have a lower WFF than chemical pulp fibers. • The effect of beating and yield on fiber flexibility probably results from an increase in the porosity or delamination of the cell wall.
Swelling degree of fibers depends on chemical composition and internal fibrillation. • Hemicellulose promotes fiber swelling and lignin inhibits it. • Chemical pulps swell more than mechanical pulps. • The swelling of chemical pulp fibers increases with beating. • The swelling is characterized by the WRV, or water retention value. • Its measurement gives the amount of water contained by the pulp after centrifugation.
Mechanical Properties of Dry Fibers • Figure 10 shows the wide distribution of tensile strength values. • This variability results from biological raw material and from the nonuniformity of pulping processes. • Even selection of fibers can cause biases, because one tends to pick long straight fibers for testing.
Due to the poor statistics of single fiber measurements, the zero span strength is often taken as a measure of fiber strength. • Care must be exercised when doing this because the results can depend on other factors. • The load-elongation effect of single fibers is qualitatively similar to paper when the fibril angle is small as shown in Figure 11.
The elastic modulus of the fiber in the axial direction is obtained from the initial linear section of the load elongation curve. • The nonlinearity in the load-elongation curves arises from curl and defects, such as crimps, kinks and microcompressions. • Fibers with no defects are nearly linearly elastic (Hookian). • The cell wall of a fiber can have a large number of dislocations and other inhomogeneities that reduce the elastic modulus, tensile strength and breaking strain.
Natural defects, such as pits may also exist. • Defects arise from during chipping, pulping and refining. • Typical tensile strength values of wood fibers are 100-200 mN as shown in Table 4 for spring and summer wood fibers. • Breaking stress values of other natural cellulosic fibers are similar to wood fibers. • These are 300-800 MPa for cotton and 200-300 MPa for viscose.
Table 4 shows that the force necessary to break a summerwood fiber is higher than that to break a springwood fiber. • This results form summerwood's higher cross-sectional area. • They have a higher breaking stress than springwood fibers. • The thicker S2 layer and smaller fibril angle in summerwood fibers contribute to their higher tensile strength.
Fibers of high fibril angle have a higher breaking strain and lower tensile strength than those of lower fibril angle as shown in Figure 11. • Figure 12 shows that the elastic modulus of fibers also increases with decreasing fibril angle. • In pulping, gentle removal of lignin does not change the force required to break a fiber. • This implies that lignin and hemicellulose give no contribution to tensile strength