Download
1 / 41
420 likes | 452 Vues
Investigating the use of High Density Polyethylene in temperature-controlled aluminum tooling for thermoforming. Achieving consistency and quality with controlled molding temperatures.

E N D
Brett Braker MET496 April 28th, 2011 THERMOFORMING High Density Polyethylene sheet using Temperature-CONTROLLED ALUMINUM TOOLING
Individual Performance Objectives • Show the importance of temperature-controlled molding in thermoforming. • Prove that HDPE can be a relevant material to use in thermoforming, instead of just amorphous materials. • Get project results by spring break, ± one week • Create a lab for future curriculum
Purpose • Almost all of thermoforming industry uses amorphous materials • Use molds that are not temperature-controlled • Material options = Better quality parts
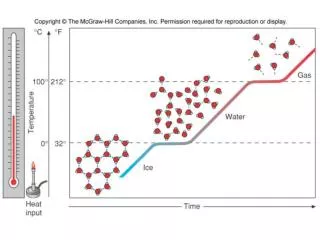
Material • 50 High Density Polyethylene sheets • 22.5” (MD) x 40” (TD) x 0.125” • Levant finish on top, smooth bottom • 285-385°F forming temp, 330°F optimum • 170°F ejection • Density: 0.0345 lb/in3 (0.955 g/cc) • 66.3 Shore D hardness • Ultimate Tensile Strength: 3,800 psi • Tensile Yield Stress: 3,829 psi • Deflection temp with 66 psi: 166.5°F
Grid Layout • Original Idea • Penn College Printing Department • Pat Bundra • Screen Printing
Non Temperature-Controlled Mold • Renshape 472 Medium Density Polyurethane Board (REN) • Wooden base, machined Polyurethane core • Exact same dimensions as aluminum mold • 15.25” x 33.125” x 4.2”
Renshape Cycle • Bottom platen • Material Build-up • Stretching • Material Properties
Renshape Cycle • Top platen • Machine settings
Renshape Cycle • “Perfect” cycle • Rails too close • Mold too deep • Ovens too hot
Production-Style Run • 10 parts • Continuous cycle • Measurements • Temperatures • Aluminum Jig • Thicknesses • 2 minutes after forming • 24+ hours after forming
Temperature Measurements • Mold • Front • Top • Back • Sheet temp before and after forming • Room temperature • Humidity • All taken with infrared gun
Aluminum Jig Measurements • 15.875” x 33.500” • Corner 3-4 • Height • 5.562” • 5.562 – x = h • Jig thickness • Aluminum blocks • Meter stick height • Dial calipers
Thickness Measurements • Drill with hole saw attachment • 1-inch holes • Left, Right, Front, Back, and Top of part • 2 minutes – Left side • 24+ hours – Right side • Discs • Dial calipers
Measurement Formulas • After jig measurements • Match corresponding points (1-8, 6-3, 5-9, etc.) • Take combination of both and subtract from jig dimension • Y1 = 15.875 – (0.1025 + 0.4865) • Y1 = 15.2860” • Points show warpage • Y1 shows shrinkage
Renshape Mold Production • I.R. eye – 370°F • Heating – 120 seconds • Cooling – 180 seconds
Aluminum Mold Production • I.R. eye – 370°F • Changed to 360°F before Sheet 5 • Cooling time – 100 seconds • Changed to 120 seconds before Sheet 4 • Changed to 150 seconds before Sheet 5 • Changed to 130 seconds before Sheet 7 • Changed to 120 seconds before Sheet 8 • Changed to 110 seconds before Sheet 9 • Circulator temp – 200°F
Conclusion • Temperature-controlled aluminum tooling shows much more consistency with HDPE than Renshape does. • Much less warpage, shrinkage, and higher dimensional stability as a result • HDPE needs a temperature-controlled mold to be deemed relevant in the thermoforming industry.
Individual Performance Objectives • Show the importance of temperature-controlled molding in thermoforming. • Prove that HDPE can be a relevant material to use in thermoforming, instead of just amorphous materials. • Get project results by spring break, ± one week • Create a lab for future curriculum
References • Defosse, Matthew. "Thermoforming." Modern Plastics Worldwide World Encyclopedia 2006. Los Angeles, CA: Canon Communications, 2006. 106. Print. • Harper, Charles A. Handbook of Plastic Processes. Hoboken, NJ: Wiley-Interscience, 2006. Print. • Illig, Adolf, and Peter Schwarzmann. Thermoforming: A Practical Guide. Munich: Hanser, 2001. Print. • Peacock, Andrew J. Handbook of Polyethylene: Structures, Properties, and Applications. New York: Marcel Dekker, 2000. Print. • "Sheet/Thermoforming Grade HDPE." www.matweb.com. Material Property Data. Web. <http://www.matweb.com/search/DataSheet.aspx?MatGUID=c35a0a3e740e424fad260a5da2c2b50a&ckck=1>.
Acknowledgements • John Bartolomucci, Pennsylvania College of Technology • Patrick Bundra, Pennsylvania College of Technology • Todd Chrismer, McClarin Plastics • Todd Kennedy, McClarin Plastics • Roger Kipp, McClarin Plastics • Aaron Lapinski, Pennsylvania College of Technology • Gary McQuay, Plastics Manufacturing Center