Download
1 / 17
380 likes | 1.3k Vues
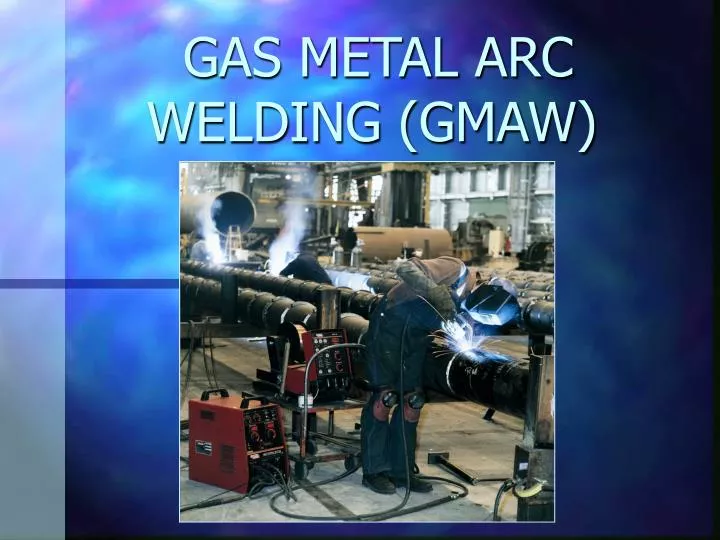
GAS METAL ARC WELDING (GMAW). What is GMAW. An arc welding process that uses an arc between a continuous filler metal electrode and the weld pool to produce a fusion (melting) together of the base metal The process is used with a shielding gas supplied from an external source without pressure.

E N D
What is GMAW • An arc welding process that uses an arc between a continuous filler metal electrode and the weld pool to produce a fusion (melting) together of the base metal • The process is used with a shielding gas supplied from an external source without pressure.
Also Known AS • Wire Feed • MIG = Metal Inert Gas • Inert Gas= Inactive gas that does not combine chemically with base or filler metal • MAG= Metal Active Gas • Active Gas= Gas will combine chemically with base or filler metal
Advantages Variety of Metals All Position Welding Quality Welds Little to No Slag Low Spatter Disadvantages Cost Portability Outdoor Welding Clean Base Material
GMAW Safety • Cover all skin to prevent Radiation burns • Cover hair to prevent sparks setting hair on fire • Wear ear plugs to protect from noise and burning ear drums with sparks • Use a 14 shade welding helmet to protect eyes • Wear safety glasses at all times • Make sure pants pockets are empty
GMAW Equipment • Power Supply • Direct Current Electrode Positive (DCEP) • (Electrons flow from – to +) • Wire Feeder • Electrical mechanical device that feed required amount of filler material at a constant rate of speed
GMAW Equipment (Cont) • Welding filler electrode • Small diameter consumable electrode that is supplied to the welding gun by the roller drive system • Shielding Gas • Gas used to protect the molten metal from atmospheric contamination • 75%Argon (inert gas) & 25% Carbon Dioxide most common gas used for GMAW
GMAW Set UP • Plug ground wire into (Neg) Terminal • Plug Wire Feeder into (Pos) Terminal • Select CV-Wire mode • Hot start is not used • Set Arc Control to “-5” • -10= soft arc (for use with inert gases) • +10= crisp arc (for use with CO2) (See Next Slide)
Min. Arc Control Soft Arc Thicker Materials Deeper Penetration More Fluid Weld Pool Flatter / Smoother Weld Reduce Spatter Stainless Steels Max Arc Control Crisp Arc Thin Materials Arc Stability On Open Gaps Convex Weld Bead Increased Spatter Colder Arc Improved Weld Pool Control
GMAW Set Up (Cont) • Set Volts • See Chart for proper setting • Set Wire Speed • See Chart for proper setting • Increase wire speed = Increase amps • Decrease wire speed = Decrease amps • Set gas flow • See Chart for proper setting • Pull trigger to get gas flowing then adjust regulator
Running a Bead • Hold tip 1/16” to 1/8” from work piece • Angle of tip should be 10-15° • Can push or pull bead • Pull (preferred) • More stable arc • Less Spatter • Deeper penetration • Push • More spatter • Less penetration • Good cleaning action
Possible Causes Corrective Actions * Drive Rolls in Poor Condition *Tighten, Clean, or Replace Drive Rolls * Excessive Welding Voltage * Reduce Voltage * Insufficient Electrical Stickout * Increase Contact Tip to Work Piece Distance * Contact Tip in Poor Condition * Clean or Replace Contact tip * Spatter on Contact Tip * Remove Spatter Wire Burnback
Possible Causes Corrective Actions * Excessive Amperage *Reduce Amperage * Improper Travel Angle * Use a Push Angle *Travel Speed Too Low * Increase Travel Speed * Insufficient Electrical Stickout * Increase Contact Tip to Work Distance Burnthrough
Possible Causes Corrective Actions * Insufficient Amperage *Increase Amperage * Improper Travel Angle * Use Less of a Drag angle * Excessive Electrical Stickout * Decrease Contact Tip to Work Piece Distance * Weld Joint Too Narrow * Increase the Opening of the Weld Joint Incomplete Penetration